Устройство автомобильного аккумулятора
Автомобильный аккумулятор выполняет три функции. Основанная функция АКБ – это запуск двигателя. Также, батарея питает бортовые электрические устройства – при неработающем двигателе. Вторая важная функция – возможность аварийного питания, источником которого аккумулятор выступает в случае поломки генератора. Третья функция – это достижение баланса напряжения, которое поступает от генератора. Эта функция характерна для инжекторных двигателей.
Устройство аккумулятора автомобиля существенно не меняется уже много десятилетий. Хотя развитие технологий и появление новых материалов более высокого качества способствует более надежной конструкции и работе АКБ.
Основу работы аккумулятора составляет принцип возникновения разности потенциалов – то есть, напряжения. Оно возникает между пластинами, которые погружены в раствор электролита.
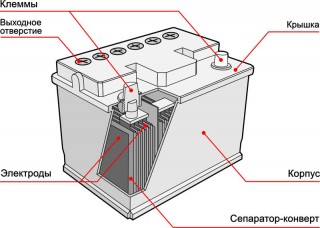
АКБ – устройство, которое, в зависимости от типа и производителя, имеет определенные конструктивно-технологические различия. Но общий принцип – одинаков: все аккумуляторные батареи содержат электроды, разделенные сепараторами, и помещенные в пространство, заполненное электролитом.
Корпус
Корпус аккумулятора состоит из двух частей: основной глубокой емкости и закрывающей крышки. Она может быть оснащена горловинами с пробками или системой, при помощи которой стабилизируется давление внутри батареи, и отводится образующийся газ. Конструкция корпуса зависит от типа АКБ.
Сам корпус изготовлен из материала, к которому предъявляются большие требования прочности и безопасности. Он должен быть устойчив к воздействию агрессивных химических реагентов, переносить колебания температуры и сильную вибрацию. В большинстве современных аккумуляторов корпус сделан из полипропилена.
Внутренние отсеки
Стандартное устройство аккумуляторной батареи представляет собой контейнер, состоящий из шести секций (или, как их называют, «банок»). Каждая секция – это отдельный источник питания. Она вырабатывает порядка 2 – 2,1 В. Стандартная АКБ рассчитана на 12 В.
В каждой из ячеек находится набор (или пакет) из отдельных пластин с чередующейся полярностью. То есть, одна пластина положительная, другая отрицательная. Причем, пластины отделены друг от друга. Пластины сделаны из свинца и имеют решетчатую структуру в виде прямоугольных сот. Это облегчает нанесение них активной массы – основного рабочего реагента.
Пластины
Для увеличения прочности пластин в них добавляют сурьму. У этой технологии есть и свои недостатки: присутствие сурьмы способствует выкипанию воды из электролита. Это – основная причина, по которой практически во все типы АКБ необходимо доливать воду. Но технологии не стоят на месте. Устройство автомобильных аккумуляторов совершенствуется. Количество сурьмы в свинцовых пластинах значительно уменьшилось, благодаря чему появились малообслуживаемые и гибридные аккумуляторы.
На положительный электрод наносится двуокись свинца, на отрицательный – губчатый свинец. Внутрь заливается электролит, который является водным раствором серной кислоты.
Каждая чередующаяся пластина является электродом, имеющим противоположную полярность. Таким образом, с целью предотвращения замыкания, между каждой парой пластин располагается сепаратор. Он изготовлен из пористого пластика и не создает препятствий для циркуляции электролита внутри ячейки.
Пластин с отрицательной полярностью больше на 1 единицу, так как каждая пластина с положительным зарядом помещена между двумя отрицательными (минусовыми).
Пакет с пластинами надежно фиксируется, чтобы предотвратить смещение и деформацию. Фиксация осуществляется при помощи специального бандажа. Токовыводы пластин (плюсовые и минусовые) объединены в пары. Концентрация энергии происходит при помощи токосборников – на выводные борны аккумулятора. К ним токоприемные клеммы.
Устройство АКБ обеспечивает максимальную надежность. Современные аккумуляторы – это качественные устройства, выступающие источниками питания даже для самых мощных автомобилей.
Виды современных аккумуляторов
Современные АКБ подразделяются на два основных вида: классические и необслуживаемые. Классические существуют уже больше ста лет и описаны выше. Необслуживаемые аккумуляторные батареи были созданы всего несколько десятилетий назад. Они эффективно работают в любом, даже перевернутом, положении. Вместо жидкого электролита в них применяется гелиевый, или адсорбированный сепараторами. Устройство автомобильного аккумулятора, который является необслуживаемым, подразумевает максимальную герметичность. Для отвода газов, которые выделяются при заряде и разряде, предусмотрен специальный клапан.
Главное различие необслуживаемых АКБ от классических – в более низких разрядных и зарядных токах. Причина – в конструкции необслуживаемых батарей. При больших токах классическая АКБ активно выделяет газ и «закипает». У необслуживаемых и герметизированных батарей этого нет.
Из чего сделаны пластины аккумулятора
Изначально паста и пластины изготавливались из чистого свинца , но сегодня этот материал не пригодный в этой сфере, так как технологии изготовления существенно изменились. Изготовление решетчатой структуры проводиться при помощи литья. Далее на полученную решетку наносится паста. Для достижения требуемого результата необходимо использовать материал, который имеет достаточно высокие механические свойства. Хорошие показатели достигаются при добавлении в свинец сурьмы.
Легирование сурьмой свинца (в основном 6-12%) приводит к гидролизу воды, который происходит даже при напряжении в 12В. Отсюда следует, что во время нормального функционирования электрической системы постоянно расходуется вода, так как химическая реакция подразумевает собой разложение воды на кислород и водород. А когда автомобильная электрическая система находится в неисправном состоянии, то этот процесс ускоряется в несколько раз, ведь чем выше напряжение, тем больше испаряется воды.

Этот факт является причиной того, что в советских автомобилях постоянно падал уровень воды в аккумуляторе, что было причиной регулярного пополнения ее запасов. Когда из под воды начинали появляться края решеток, то следовало быстро искать где-нибудь дистиллированную воду. Автомобилисты часто имели при себе специальный прибор – денсиметр, который был похож на обычную клизму с поплавком. Он позволял проводить химические опыты в домашних условиях и добывать требуемую жидкость. Самой распространенной проблемой были прожженные кислотой штаны. Это случалось, когда доливали воду в аккумулятор, хотя каждый химик знает, что в этом случае происходит бурная реакция. Если вливать в воду кислоту, то такого исхода событий не будет.
Внимание! На Западе решили искоренить такие проблемы, да и лень было людям постоянно доливать воду в аккумулятор. Поэкспериментировав с сурьмой, они достигли такой ее концентрации, когда жидкость практически не испаряется. Хотя американцы вместо нее начали использовать кальциевый свинец.

В ходе многочисленных опытов эксперты достигли требуемого результата. Теперь в новой конструкции аккумулятора была обеспечена стойкость к гидролизу в пределах 16В. Таким образом, при нормальной работе электрической системы вода почти не испарялась. Также был проработан и корпус аккумулятора, который стал герметичным.
На сегодняшний день существуют четыре вида аккумуляторов: классические, малосурьмянистые, гибридные и кальциевые. В гибридных положительные пластины производятся из малосурьмянистого свинца, а отрицательные – из кальциевого.
Следует заметить, что у кальциевого аккумулятора есть существенный недостаток, который возникает при глубокой разрядке. В этом случае пластины покрываются «смертельным» сульфатом кальция, который блокирует все реакции, что приводит к безвозвратному выходу из строя. Этот процесс невозможно обратить, так что выходом из этой ситуации является только покупка нового аккумулятора.
- Аккумулятор Chevrolet Cruze: нюансы выбора и установки
- Как устроен автомобильный аккумулятор
- Как поднять плотность электролита в аккумуляторе
- Как проверить автомобильный аккумулятор мультиметром
Аккумуляторные батареи — Пластины аккумуляторов
Пластины электрохимически окисляются и восстанавливаются в обыкновенной разбавленной серной кислоте или в сульфатном растворе. Пластины положительные ставятся в формировочных баках анодами, а отрицательные катодами. Формирование в приложении к поверхностным пластинам обозначает образование слоя губчатого свинца на поверхности отрицательных пластин и двуокиси свинца на положительных. Эти активные материалы образуются из свинца самой же пластины серией зарядов и разрядов. С другой стороны, формирование пастированных пластин обозначает окисление или восстановление свинцовых окислов или других материалов, вмазанных в решетки.
Положительные и отрицательные пластины формируются вместе в баках, приспособленных для удобного размещения пластин и изоляции между пластинами разной полярности.
Формировочные баки могут быть стеклянными, эбонитовыми или деревянными, выложенными свинцом. Некоторые заводы предпочитают собирать пластины до формировки в блоки и формировку производить в сосудах самих элементов. В этом случае предполагается, что время, необходимое для формирования положительных и отрицательных пластин, примерно одинаково. Время формирования может регулироваться составом пасты и в некоторой степени крепостью формировочного раствора. Положительные пластины более чувствительны к вредным воздействиям перезаряда, чем отрицательные пластины. Поэтому желательно, чтобы процесс формирования отрицательных пластин заканчивался раньше. Некоторые особенности процесса формирования пластин описаны ниже. Количество кислоты; расходуемой при формировании, и ее крепость зависят от предыдущей обработки пластин. Обычно применяются растворы удельного веса 1,050—1,150. Увеличение крепости раствора увеличивает время, потребное для формирования положительных пластин. Поэтому растворы удельного веса 1,200 и выше нормально не должны применяться за исключением специальных процессов, требующих повышенную крепость раствора.
Сухие пластины, а также влажные пластины после намазки, погруженные в формировочный раствор, начинают сульфатироваться, и крепость раствора быстро понижается. Вода, содержащаяся во влажных пластинах, обусловливает дальнейшее разжижение раствора. Сухие пластины перед началом формировочного заряда должны довольно длительное время выдерживаться в растворе, чтобы последний мог проникнуть в поры пластин.
При заполнении пластинами большого количества формировочных баков пластины, помещенные в баки первыми, естественно, будут находиться в растворе дольше, чем пластины, загружаемые последними. Некоторые заводы поэтому после заполнения пластинами последнего бака дают «выстояться» всей группе баков в течение часа или более.
Пластины, подвергавшиеся перед формированием обработке серной кислотой, содержат сравнительно большое количество сульфата. Поэтому они в начале формирования не вызывают значительного изменения крепости формировочного раствора; в процессе же формирования этих пластин крепость раствора за счет восстановления сульфата заметно повышается. В силу этого начальная крепость формировочного раствора не должна быть высокой. Формировочный ток может включаться немедленно после заполнения баков пластинами.
Формирование, несомненно, начинается с области, где плохо проводящая паста граничит с хорошо проводящими ребрами решетки. Поэтому активная масса ячеек, в особенности у пластин, подвергавшихся обработке в сернокислотном растворе, быстро формируется по краям ячейки, в то время как центральная часть еще содержит белую твердую сердцевину.
Для предупреждения переформовки и размягчения активной массы положительных пластин следует формирование прерывать и перед его возобновлением разряжать пластины. Аналогичный эффект обеспечивается снижением крепости раствора и уменьшением плотности формировочного тока.
Окончание процесса формирования пластин определяется по следующим признакам:
1) цвет активной массы делается чистым и однородным;
2) пластины нормально газируют;
3) замеры с кадмиевым электродом дают постоянные значения напряжений, нормальные по величине.
2.4. Поверхностные пластины
а) Производство поверхностных пластин. Существенное различие между этими пластинами и пастированными пластинами состоит в том, что активные материалы первых образуются из тела самой пластины, тогда как последние готовятся из окислов или других паст, которые вносятся в решетку механически. Активные материалы поверхностных пластин получаются окислением поверхности свинца или же восстановлением окисленного материала до губчатого свинца. Есть тип пластин промежуточный между пастированными и поверхностными пластинами. Этот тип состоит из мягкой свинцовой решетки, пастированной окислами и формированной. Активный материал постепенно опадает, но емкость поддерживается за счет коррозии решетки. В этом случае пластина, по существу, становится поверхностной. Поверхностные пластины обыкновенно гораздо больше и тяжелее, чем пластины пастированные, и имеют относительно- меньшую емкость. Они применяются главным образом для стационарных батарей, в которых соображения пространства и веса имеют меньшее значение, чем продолжительность службы.
Поверхностная пластина состоит из сердечника и многочисленных выступов, назначение которых — увеличить поверхность пластины и тем повысить ее емкость. Действительная поверхность такой пластины в 6—8 раз больше кажущейся поверхности. Гладкие свинцовые листы, поверхность которых затем увеличивается, изготовляются отливкой чистого свинца в форме слитков, которые затем прокатываются до требуемой толщины. Для этой цели требуется мягкий свинец очень высокой степени чистоты. В соответствии с размерами и назначением пластин форматы из прокатных листов вырезаются или выштамповываются.
Для увеличения развитой поверхности этих пластин применялось множество различных методов; один из них — так называемый бороздильный процесс. В этом процессе форматы пластин закладываются в станок, подобный шепингу, применяемому в механических мастерских. Резец шепинга предназначен производить выступы надлежащей формы и ширины. При движении вперед и назад свинцовой пластины, укрепленной на подвижном столе шепинга, резец прорезает мягкий свинец, делая борозды требующейся глубины, и поднимает ряды параллельных друг другу выступов. При каждом ходе резца получается один выступ. Чтобы сделать пластину более жесткой, делают усиливающие ребра, для чего дают резцу проскакивать в определенных участках.
Второй метод развития поверхности пластин осуществляется путем штампования. Пуансон штампа имеет приспособление для разрезания поверхности пластин; выступающие ребра на пуансоне образуют соответственные углубления в готовой пластине.
В третьем процессе развитие поверхности этих пластин достигается вращательным движением. Пластины из мягкого свинца укрепляются в раме, которая движется взад и вперед между вращающимися оправками с большим количеством стальных дисков, которые постепенно впрессовываются в пластину с обеих сторон. Свинцовая пластина движется между этими стальными дисками, образующими ребра с углублениями между ними. Глубина, до которой стальной диск может проникать в тело пластины, регулируется с таким расчетом, чтобы оставить тонкую стенку сердечника в середине пластины. Горизонтальные ребра получаются прорезанием поверхности пластин дисками по секциям. Вертикальные ребра получаются при помощи вставных шайб, которые помещаются между дисками.
Изготовляется также другой тип пластин — с высокоразвитой поверхностью по способу отливки, под давлением на специальных полуавтоматах.
Один из типов поверхностных пластин называется сборный. Тяжелые решетки из свинцово-сурьмянистого сплава отливаются с большим количеством круглых отверстий, в которые впрессовываются спирали из мягкого свинца с гофрированной поверхностью. Эти спирали, или розетки, изготовляются из свинцовой ленты, которая протягивается гидравлическим прессом. Свинцовая лента проходит через гофрировочную машину, которая гофрирует поверхность, разрезает ленту на отрезки требующейся длины и скручивает эти отрезки спиралями в виде решеток или розеток.
Чтобы закрепить спирали, отверстия делаются с легким скосом, так что когда свинцовая спираль увеличивается в объеме в процессе работы, то она закрепляется в поддерживающей решетке еще больше.
б) Формирование поверхностных пластин. Электрохимический процессе, протекающий при формировании этих пластин, требует много времени и расхода больших количеств электрической энергии. Требование большой эффективности процесса формирования привело к применению формирующих реагентов, которые добавлялись к раствору серной кислоты с целью ускорить процесс химическим воздействием на свинец пластин. В настоящее время этот способ наиболее распространен. Формирование пластин положительных проводится также погружением пластин в растворы, которые имеют сильное разъедающее действие на свинец; в результате такой обработки получается слои материала тонкозернистого строения, который затем может быть восстановлен до губчатого свинца или окислен до двуокиси.
Когда две свинцовые пластины погружены в раствор серной кислоты и между ними проходит электрический ток, то на пластине, служащей анодом, образуется очень тонкий слой двуокиси свинца; на другой же пластине, служащей катодом, покрывающая ее поверхность, окись свинца, восстанавливается в очень тонкий слой губчатого свинца. Выделение кислорода на аноде и водорода на катоде начинается почти тотчас же. Если зарядный ток прерван, двуокись свинца на поверхности анода образует с свинцовой основой, лежащей под ней, множество малых первичных элементов, которые обусловливают энергичные местные реакции. На поверхности свинцовой основы образуется сернокислый свинец, и через несколько минут пластина полностью теряет свой заряд. Губчатый свинец на поверхности пластины, которая была катодом, не дает практической разности потенциалов с основой самой пластины, и поэтому энергичных местных действий на этой пластине не происходит. Если зарядный ток возобновляется снова, то на аноде образуется большее количество двуокиси свинца благодаря превращению свинцового сульфата, образовавшегося на этой пластине в результате местных действий. С каждым разом при повторении этого процесса количество двуокиси свинца возрастает, но чтобы достигнуть увеличения количества губчатого свинца, а поверхности отрицательной пластины, необходимо время от времени изменять направление тока, с тем чтобы перенести на нее процесс, который нормально протекает на положительной пластине. Количество кислорода, связывающегося на поверхности анода, в некоторой степени зависит от крепости применяемого раствора серной кислоты.
По общепринятому методу, применяющемуся в настоящее время для формирования поверхностных пластин, в состав ванны вводятся разъедающие вещества. В качестве таких реагентов применяются обычно соли некоторых кислот, например, азотной, хотя кроме них применялось и множество других соединений, как хлораты, перехлораты, соли фтористой кислоты, бихроматы, перманганаты, муравьиная кислота, щавелевая, алкоголь, гидроксиламин и сернистая кислота.
Один из лучших методов формирования поверхностных пластин — перхлоратный. По этому методу формирование производится в электролите, содержащем H2SO4–90 г/л, КСIО4 –10 г/л. Главное преимущество этого метода заключается в том, что ион хлорной кислоты на катоде не восстанавливается и поэтому отпадает необходимость в частой корректировке электролита.
Формировочный процесс с этими добавочными реагентами практически протекает на положительных пластинах, служащих в формировочной ванне анодами. Отрицательные пластины получаются из положительных последующим восстановлением двуокиси до губчатого свинца. В общем действие разъедающих веществ состоит в замедлении образования двуокиси свинца на аноде, так как иначе двуокись образовала бы защитную пленку, на которой выделялся бы кислород. Анионы, выделяющиеся на поверхности свинца, образуют относительно растворимые свинцовые соли и увеличивают концентрацию свинцовых ионов, из которых мог бы образоваться свинцовый сульфат. Последний и окисляется в конечном итоге до двуокиси свинца. Относительная крепость серной, азотной или другой формирующей кислоты имеет большое значение как в отношении глубины формирования, так и в отношении его окончательного результата. Плотность тока и температура также влияют на глубину формирования. Так как азотная кислота, если применяются ее соли, восстанавливается на отрицательной пластине, служащей катодом в формировочной ванне, то увеличение плотности тока или увеличение температуры, которые ускоряют восстановление азотной кислоты, уменьшают ее эффективные количества в формировочной ванне. Увеличение температуры ускоряет восстановление азотной кислоты повышением скорости, с которой совершается диффузия. Количество разъедающих веществ в ванне в течение формировочного процесса постоянно уменьшается. Необходимо, чтобы к концу формирования это количество уменьшилось бы до нуля во избежание загрязнения готовых пластин следами реагентов, которые в будущем в процессе работы послужили бы причиной роста и искривления пластин.
К концу формировочного периода электрохимический процесс образования двуокиси свинца должен доминировать над химическими действиями добавочных реагентов, с тем чтобы свинцовая основа пластины была вполне закрыта пленкой двуокиси, которая служит одновременно и активным материалом и защитным покровом. Формировочная ванна обычно состоит из раствора серной кислоты удельного веса от 1,050 до 1,150, к которому время от времени по мере течения формировочного процесса могут быть добавлены те или другие реагенты.
К концу формировочного процесса плотность тока обычно повышается; пластины по извлечении из формировочной ванны моются, и затем им дается дальнейший заряд в растворе чистой серной кислоты, свободной от соединений азота или других добавочных реагентов. Другой метод окончательного формирования положительных пластин состоит в том, что они восстанавливаются в растворе чистой кислоты до губчатого свинца с последующим возвращением в двуокисное состояние. Этот процесс освобождает пластины от добавленных примесей.
В некоторых случаях пластины погружают в крепкий раствор азотной кислоты; этот способ применяется, как предшествующий формировочному процессу. Поверхность пластин при этом разъедается, в особенности если кислота концентрированная; в результате образуются комплексные соединения нитратов и нитритов свинца, очень мало растворимые в воде. Свинцовые пластины, покрытые слоем этих соединений, могут быть сформированы в двуокись или губчатый свинец обычным формировочным процессом. Другой похожий метод заключается в получении на поверхности свинцовой пластины карбоната.
Пластины аккумулятора из чего сделаны
Закупка отработанных аккумуляторных батарей
Продажа новых аккумуляторов
 Узнать больше
Узнать больше Узнать больше
Узнать больше Узнать больше
Узнать больше Узнать больше
Узнать больше Узнать больше
Узнать больше Узнать больше
Узнать больше Узнать больше
Узнать больше
Вопрос-Ответ
- Как правильно подобрать аккумулятор лодочного мотора или катера? Вопрос: Как правильно подобрать аккумулятор для катер�.
- Если аккумулятор в автомобиле разрядился Вопрос: Подскажите, что делать если аккумулятор в авто�.
- Выбор зарядного устройства Вопрос: Подскажите, на что нужно обратить внимание при .
Новости компании
- 18 декабря 2016
Как работает автомобильный аккумулятор и возможные причины его взрыва Как работает автомобильный аккумулятор и возможные п. - 24 июня 2015
Ищем менеджера Открылась вакансия менеджера по продажам. Обязаннос�. - 24 февраля 2015
Компания «ЭКО технологии НТ» получила звание «Надёжный поставщик 2014» Компания «ЭКО технологии НТ» получила статус «Надёжны.
Познавательный блог
- 1 марта 2017
Покупка автомобильного аккумулятора Покупка автомобильного аккумулятора Перед тем как о�. - 18 февраля 2017
Аккумуляторы для мотоцикла, скутера и мопеда Аккумуляторы для мотоцикла, скутера и мопеда Ключевы. - 24 декабря 2016
Как поднять плотность аккумулятора автомобиля? Как поднять плотность аккумулятора автомобиля? Работ�.
Аккумуляторы Эко технологии Информация Устройство аккумуляторов
Устройство стартерных аккумуляторов
О стартерных аккумуляторах
Стартерные аккумуляторные батареи представляют собой вторичный источник электроэнергии. Поэтому купить стартерные аккумуляторы означает получить батареи, способные полностью восстанавливаться после нового электрического заряда. Как правило, заказать стартерные аккумуляторы автолюбители стремятся для использования главной функции данных аппаратов – обеспечение запуска двигателей. Однако подобрать стартерный аккумулятор можно и для реализации его второй функции: это прекрасный аварийный источник питания при выходе из строя генератора. Современная промышленность позволяет купить стартерные аккумуляторы, которые работают по принципу превращения при заряде электрической энергии в химическую и при разряде обратного превращения – из химической энергии в электрическую. В результате, можно заказать стартерные аккумуляторы, в которых активная масса как отрицательного, так и положительного электродов преобразуется в сульфат свинца. При этом сегодня потребитель имеет возможность подобрать стартерные аккумуляторы емкостью от 36 до 225 А/ч.
Конструкция аккумулятора
Аккумулятор — химический источник тока, который преобразует химическую энергию в электрическую и накапливает ее. Стандартная 12-вольтовая автомобильная аккумуляторная батарея выполнена из шести последовательно соединенных между собой блоков разноименно заряженных пластин, каждый из которых и представляет собой простейший аккумулятор с выходным напряжением около 2 вольт. Положительно заряженная пластина (электрод) представляет собой свинцовую решетку с активной массой из двуокиси свинца (PbO2), а электрод со знаком минус — решетку с активной массой из губчатого свинца (Pb). Полублоки разноименно заряженных пластин вставляются друг в друга. Во избежание возникновения короткого замыкания между пластинами, их разделяют пористыми сепараторами из изоляционного материала. Собранные блоки помещаются в корпус и заливаются электролитом (раствором серной кислоты плотностью 1.27-1.29 г/см3). Полюса (баретки) крайних элементов соединяются с расположенными снаружи корпуса контактными выводами — борнами.
Аккумулятор состоит из следующих основных частей:
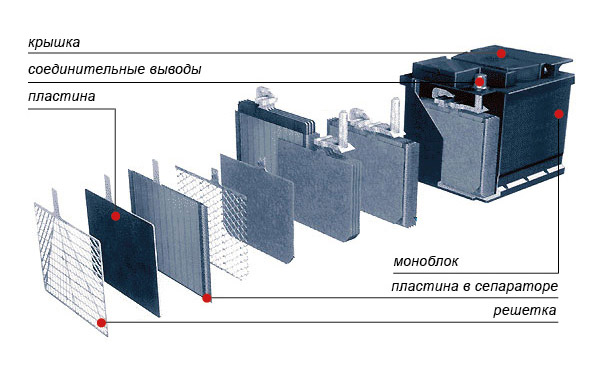
- Моноблок — это корпус аккумулятора, служащий резервуаром для электролита. Современные аккумуляторы и аккумуляторные батареи имеют полипропиленовые или эбонитовые корпуса. Эбонитовый корпус характерен для аккумуляторов российского производства. Внутри моноблок любой аккумуляторной батареи разделен на ячейки (три или шесть, в зависимости от напряжения батареи- 6 В либо 12 В) для отдельных блоков пластин.
- Крышка — закрывает межэлементные соединения аккумулятора и приваривается к корпусу. В обслуживаемых и малообслуживаемых аккумуляторах в крышке могут располагаться индикатор уровня плотности электролита (косвенно свидетельствующий о степени заряженности того аккумулятора, в банке которого индикатор установлен) и отверстия для контроля уровня и доливки электролита, закрываемые пробками. Для того, чтобы избежать повышения давления внутри закрытого корпуса в крышке (или в пробках) выполнены специальные газоотводные каналы. В современных аккумуляторах газоотводные каналы имеют форму лабиринта, позволяющего задержать внутри корпуса капли электролита, уносимые газом, и возвратить их в электролит. Тем самым с одной стороны устраняется выход во внешнюю среду вредных кислотных испарений, а с другой — предотвращается потеря электролита. В аккумуляторах с эбонитовыми корпусами общая крышка отсутствует, ее роль выполняет мастика, которой заливаются межэлементные перемычки.
- Пластины — представляют собой свинцовые решетки с нанесенной на них активной массой. Химическая реакция между активной массой и электролитом аккумулятора происходит на поверхности частиц активной массы, поэтому ее делают пористой, чтобы материал хорошо пропитывался электролитом, и в реакции участвовал его максимальный объем.
- Сепараторы – диэлектрическая прослойка в аккумуляторе, необходимая для предотвращения короткого замыкания между разноименно заряженными пластинами. Современные сепараторы изготавливают из микропористой пластмассы (мипласта) в виде конверта.
Преимущества конверт-сепаратора
- повышает надежность аккумуляторных батарей, так как стекающая активная масса остается внутри конверта;
- небольшие габаритные размеры, так как пластины установлены на дне моноблока.
По технологии изготовления аккумуляторы бывают:
- Малосурьмянистые (Pb) аккумуляторы – электролит жидкий.
- Кальцивые – в положительные и отрицательные пластины добавляется кальций, электролит жидкий.
- Кальцево-серебряные (Са/Аg9) – в пластины добавляют серебро и кальций, электролит жидкий.
- AGM (гелевые) – аккумуляторные пластины находятся не в жидком электролите, в загустевшем электролите — геле.
Стандарты производителей
- Европейский стандарт аккумуляторов DIN(EN) — обычные клеммы – А или плоские клеммы – D.
- Азиатский стандарт аккумуляторов JIS — обычные клеммы расположены на крышке – А или тонкие клеммы – В.
- Американский стандарт аккумуляторов ССА — клеммы вкручивающиеся – G.
Основные типы конструкций аккумуляторных батарей
Обслуживаемые аккумуляторы – из-за добавления в пластины таких аккумуляторов сурьмы, происходит разложение электролита при низком напряжении, вода испаряется и возникает необходимость ее доливать. Долив воды в аккумулятор осуществляется в отверстия на крышке, закрытые пробками. Малообслуживаемые аккумуляторы – в пластины аккумуляторов вместо сурьмы добавляется кальций, что снижает газовыделение в аккумуляторах, а следовательно и скорость выкипания воды. Необслуживаемые аккумуляторы – конструктивно сделаны так, чтобы срок выкипания воды превышал срок службы самой батареи. В результате, необслуживаемым аккумуляторам не требуется контроль уровня электролита, что делает ее самой легкой в эксплуатации.
© 2024 «ЭКО технологии НТ». Все права защищены.