Особенности и преимущества карбона. Его недостатки и способы имитации

Для многих автолюбителей желание тюнинговать свой автомобиль стало по-настоящему навязчивой идеей. Хочется изменить своего «железного коня», сделать его более ярким, непохожим на остальных. Так, одним из наиболее популярных направлений внешнего и внутреннего тюнинга является использование карбона. Но какой он этот материал, какие у него есть преимущества и недостатки, как его можно использовать. Давайте разберемся с этими вопросами более подробно.
Что такое карбон и чем он отличается от углепластика?
Производство столь популярного композитного материала было налажено уже давно. В начале 20 века, англичане из Фарнборо продемонстрировали публике первые детали, выполненные из этого чудо-материала. В его основе – огромное число переплетенных углеродных нитей, которые крепятся между собой с помощью эпоксидной смолы. Чтобы придать материалу максимальной прочности они укладываются под определенным углом друг к другу. Именно углеродные нити являются основным элементом этого композитного материала. Несмотря на свою минимальную толщину, их невозможно сломать или порвать. Рисунок современного стекловолокнистого полимера может быть выполнен в виде рогожи, елочки и прочих фигур.

Карбоновый задний диффузор
Карбон активно применяется во многих сферах жизни, но в тюнинге автомобилей больше всего. Из этого материала изготавливаются спойлеры, капоты, различные элементы салона и кузова. Если вы собрались строить сверхоблегченный корч, то использование этого углеродного материала просто необходимо. Кроме этого, карбон нашел свое применение не только в авто – его активно используют для производства основных деталей катеров, снегоходов, мотоциклов и других видов транспорта.

Преимущества и недостатки углепластика
Материал «карбон» достаточно специфичен по своей структуре и особенностям, поэтому у него есть, как положительные, так и отрицательные стороны. К основным преимуществам можно отнести легкость и прочность. Что касается прочности, то благодаря особому плетению нитей, этот композитный материал и вовсе не уступает многим современным металлам. Вес карбона почти вполовину меньше, чем у стали и на 1/5 меньше, чем у алюминия.

Карбоновая крыша автомобиля
Карбон: какая прочность на разрыв?
Слышали об уникальной прочности стекловолокна? Так вот, деталь, выполненная из карбона, обладает гораздо лучшими характеристиками в этом отношении. Поэтому именно этот композит применяется в автоспорте, где особое внимание уделяется безопасности пилотов и достижению результата. Любое снижение веса болида при сохранении максимального уровня прочности – это только плюс.

Насколько этот углепластик прочнее металла?
Но есть у карбона и явные недостатки. Многих любителей тюнинга от покупки углепластиковых элементов «отговаривает» высокая стоимость. Если сравнивать с тем же стекловолокном, то карбон намного дороже. В качестве причины можно привести как раз уникальную технологическую сложность процесса производства. Да и сами исходные материалы обходятся производителям в «копеечку». К примеру, склеивание различных слоев в материале осуществляется с помощью качественных и дорогих смол. Кроме того, компании-производители для выпуска карбона вынуждены закупать специализированное и дорогостоящее оборудование.

Но это не все недостатки популярного материала для тюнинга. Как показывает практика, этот композитный материал очень боится точечных и сильных ударов. Достаточно сильного воздействия даже мелкого камешка, чтобы насквозь пробить карбоновый элемент автомобиля. Уже через несколько лет эксплуатации тот же капот может иметь вид настоящего решета. Кроме этого, карбон очень не любит солнечных лучей. Если не прятать автомобиль в гараж и оставлять его на улице, то скоро первоначальный цвет будет утерян.

Каркас и растяжки
Мы уже упоминали о чувствительности этого композита к различным ударам. Так вот, при повреждении данный материал невозможно постановить. Единственным выходом для автолюбителя является только полная замена детали, а это, как вы уже поняли, серьезные затраты.

Капот из углеволокна
Возможна ли имитация карбона?
Обычному автолюбителю все равно, насколько прочным или легким является карбон. Главное, что он очень красиво смотрится – именно это привлекает любителей тюнинга. Поэтому нет необходимости использовать оригинальный дорогостоящий материал – достаточно его имитации.

Дверные ручки «под-карбон»
Пленки ПВХ
Сегодня можно имитировать карбон несколькими различными методами. Наибольшую популярность (именно по причине своей доступности) получила специальная карбоновая ПВХ пленка , дублирующая оригинальный рисунок. Подобных «заменителей» сегодня множество, в самом различном исполнении. С помощью строительного фена и пленки можно оклеить практически любую деталь интерьера и экстерьера автомобиля, придав ей необычный вид карбона. Конечно, обтянуть мелкие элементы с первого раза не всегда получается, но если потренироваться, то даже эта задача становится выполнимой. Если в работе все-таки возникают проблемы, то всегда можно обратиться к мастерам своего дела. Организаций, которые занимаются подобным видом тюнинга, сегодня достаточно.

Аквапечать
Второй вариант имитации карбона – так называемая аквапечать . Здесь также осуществляется обклейка специальной пленкой, но накладывается она под давлением воды. Сделать такую работу в «гаражных» условиях уже не получится – необходимо дополнительное оборудование. Преимущество такого метода заключается в более высоком качестве тюнинга. При этом пленку, в отличие от прошлого метода, можно наносить даже на самые «фигуристые» детали. Если обработка выполнена качественно и с соблюдением технологии, то внешний вид нисколько не будет отличаться от настоящего карбона.

К слову, формулировка «кузов или салон под карбон» сегодня очень популярна. Так вот, это совсем не значит, что элементы выполнены из дорогостоящего материала – просто сделана обтяжка специальной пленкой посредством одной из технологий, описанных выше.

Аэрография «под-карбон»
Раз мы уже начали описывать все варианты имитации, то должны упомянуть и третий способ – нанесение аэрографии. Конечно, по конечному внешнему виду данный метод хуже, чем два предыдущих, но в определенных кругах автолюбителей он также пользуется популярностью. Аэрограф, к сожалению, не способен с точностью передать рисунок композита – именно с этим и возникают определенные проблемы.

Как сэкономить на покупке и какова цена вопроса?
В любом случае композитный тюнинг сегодня очень популярен. Немного затрат и можно преобразить свой автомобиль, сделать его узнаваемым и ярким. кроме этого, карбоновая пленка, нанесенная на внешние элементы кузова, способна защитить металл и краску от внешних воздействий. Бесспорно, лучше использовать натуральный карбон или углепластиковый полимер. Но если необходимой суммы в наличии нет, то пленка «под-карбон» – лучший вариант.
Оборудование для производства карбона

Для производства карбона, кевлара и других композитов на основе углепластика, применяется несколько распространенных технологий. требуется . В зависимости от выбранной технологии Вам понадобится то или иное специальное, профессиональное оборудование. На данный момент существует несколько наиболее распространенных технологий переработки (производства) углепластика (карбона), в числе которых можно выделить 3 основных:
I. Технология Вакуумбэгинга (Vacuum bagging) – производство композита с использованием вакуумного мешка.
Суть: В оснастку обработанную разделительным составом наносится гелькоут, после доведения до состояния «на отлип» укладывается армирующий материал (карбон) и пропитывается связующим (эпоксидной смолой) кистью или валиком. После, укладывается жертвенный слой, перфорированный слой, впитывающий (распределяющий вакуум) слой.
Далее делается вакуумный мешок: накрываем вакуумной пленкой оснастку, пленка крепится к оснастке с помощью герметизирующего жгута. Герметизируем форму. Откачиваем воздух вакуумным насосом.
Особенности: при использовании духового шкафа можно получать более качественные компоненты за более короткое время.
Плюс технологии: Используя эту технологию можно делать качественные и достаточно недорогие компоненты малых и средних размеров.

Минус технологии: в том, что процесс пропитки армирующего материала (карбона) является открытым (идут испарения летучих веществ из связующего), а следовательно не безопасным для персонала. Обязательно использование защитной маски и перчаток при работе.
II. Технология Вакуумной инфузии (Vacuum infusion) – технология пропитки армирующего материала с помощью разрежения.

5. вакуумная пленка
Суть: Эта технология позволяет производить качественные и относительно недорогие компоненты средних и больших размеров с отличным качеством внешнего вида.
В оснастку обработанную разделительным составом наносится гелькоут, после доведения до состояния «на отлип» укладывается сухой армирующий материал (карбон, кевлар, базальт) . После, укладывается жертвенный слой, укладывается проводящая сетка и форма закрывается вакуумной пленкой. Пленка крепится к оснастке с помощью герметизирующего жгута. Устанавливаем трубку подачи связующего (эпоксидной смолы низкой вязкости). Герметизируем форму. Откачиваем воздух вакуумным насосом. После проверки на герметичность (отсутствие утечек) производим пуск смолы.
Смола под разряжением входит в форму и занимает доступный объем пропитывая армирующий материал уложенный в оснастку. После окончания пропитки армирующего материала (визуальный контроль) перекрываем трубку подачи смолы.
Особенности: для пропитки используется связующее низкой вязкости.
Плюс технологии: главное положительное качество технологии вакуумной инфузии в том, что при выкладке армирующего материала (карбона, арамида) в форму он остается сухим, а следовательно, это не ограничивает время работы. Кроме того процесс является «чистым». Т.е. не происходит активного испарения летучих компонентов связующего, следовательно более безопасным для рабочего по сравнению с вакуум бэгингом.
Из минусов: можно отметить повышенные требования к квалификации рабочего, его внимательности и аккуратности. Также то, что компоненты могут получаться с большим содержанием связующего по сравнению с вакуум бэгингом.
III. Технология производства композита с использованием препрега.

1. оснастка (стойкая к температуре)
2. препрег (армирующий материал пропитанный «горячим» связующим на специальном оборудовании)
* – специальное профессиональное оборудование (мощный герметичный сосуд) для создания, удержания и контроля повышенного давления воздуха (6-8 атмосфер) и температуры (80-160°C).

Суть: процесс работы с препрегом похож на Технологию вакуумбэгинга. В оснастку обработанную «горячим» разделительным составом (высокотемпературные разделительные составы) укладывается армирующий материал (карбоновый препрег). Хорошенько прожимается пальцами, тефлоновой палочкой. После, укладывается жертвенный слой, перфорированный слой, впитывающий (распределяющий вакуум) слой.
Далее делается вакуумный мешок: накрываем высокотемпературной вакуумной пленкой оснастку, пленка крепится к оснастке с помощью высокотемпературного герметизирующего жгута. Герметизируем форму. Откачиваем воздух вакуумным насосом.
Использование автоклава при переработке препрегов не является обязательным (достаточно вакуумного мешка и печи), но при использовании, позволяет получать изделия высочайшего качества (характеристика прочность-вес).
Используется при производстве высокопрочных композиционных деталей: монококи, детали подвески и кузова Формулы1, суперкаров, детали самолетов, аэрокосмические компоненты, протезы, профессиональное спортивное оборудование.
Стоит отметить, что данная технология является наиболее дорогой при производстве композитов на основе карбона. Это связанно не только со стоимостью самого автоклава но и расходами на электроэнергию.
Плюс технологии: низкая сложность укладки ламината, чистый процесс, высокое качество композита.
Минус технологии: гораздо более дорогой процесс (по сравнению с вакуум бэгингом, вакуумной инфузией). Также необходимо отметить повышенные требования к оснастке (высокая температура полимеризации).
Необходима холодильная камера для хранения препрега. Но даже при правильном хранении (-18С) срок годности материала не превышает 12 месяцев.

Из вышесказанного можно сделать вывод, что именно сложность в технологии изготовления и высокий уровень квалификации рабочих обуславливает достаточно высокую цену компонентов из карбона. Наша компания за 7 лет работы накопила опыт и знания позволяющие решать любые задачи при производстве изделий из композитов. Имеется необходимое оборудование для производства любых изделий из карбона, в том числе, различных сложных, оригинальных конструкций для авиационной и космической отрасли, профессионального спорта, медицины, тюнинга автомобилей и мотоциклов.
моя ПЕРВАЯ деталь из карбона или препрег своими руками:как готовить и есть

Никогда не вёл блогов, или подобных ЖЖшечек, но, видимо, всё бывает в первый раз.
т.к. это первая запись на драйве-пожалуй представлюсь: зовут Женя, родился мальчиком, и до сих пор своих убеждений не сменил) собссно как родился, так и обитаю по сей момент в славном городе Санкт-Петербурге.
Основной мой род занятий это звукорежиссура, а как хобби-увлечение сноубордом, мотоциклом, и всяческим рукоделием. Именно две последних страсти и толкнули меня на опыты с карбоном. ну нравится мне перебирать мотик и вешать на него всякие приблуды, а из карбона и подавно. В общем чем бы дитя не тешилось.
Идея начать делать что-то подобное поселилась в моей голове года два назад, но то негде было, то некогда… В итоге все два года я жадно изучал всевозможные композитные технологии и знакомился с материалами.
Отдельную благодарность в этом нелёгком деле теоретической подготовки я выражаю Владимиру Кислицину, ака toboliac , истинному фанату своего дела, которому не лень, и даже в кайф делиться своими наработками, опытом, да и просто мыслями. Так же множество инфы было мною почерпнуто в группе «CarbonClub — плёнкой даже и не пахнет», и на форуме «МАСТЕРФОРУМ.КОМПОЗИТЫ.РФ»
как истинный засранец никогда и нигде ничего не писал, а только лишь поглощал информацию. ну, настало время чуть чуть поделиться)
но, обо всём по порядку:
1)выбор технологии
Долгое время я склонялся, и с восхищением смотрел на вакуумную инфузию, т.к. процесс этот действительно позволяет получать качественный результат, при должной сноровке. но с инфузией (для меня) есть ряд проблем, о которых многие говорили, из которых меня оттолкнули от этой технологии две:
-невозможность создания «кокпитовых», т.е. закрытых, объёмных изделий
-большое количество одноразовой оснастки и довольно капризный процесс, в плане качества/скорости распределения смолы и качества финальной поверхности.
ручное формование и тем более ламинация для меня отпали сразу, т.к. мне реально нравится вид именно сдавленного, сжатого полотна. хоть убейте, но о вкусах не спорят)
И так, года полтора назад, когда я ещё вовсю был настроен пробовать инфузию подвернулся мне на авито совсем новый вакуумный насос. китайчик, низкопроизводительный, но по цене «по старому курсу», что прошлой осенью было весьма актуально. В итоге я решил, что с чего-то надо начинать, и взял этого малыша за 4 тыщи на тот момент совсем деревянных.
В общем-то на этой покупке процесс и остановился.
2) материально-техническая подготовка
Этой осенью в очередной раз для меня, и моих друзей встал вопрос тёплого зимнего хранения мотоциклов, да при том с возможностью круглосуточного доступа для «кручения гаек». После довольно длительных поисков совсем не далеко от дома нашлось производственное помещение 30м2, которое как раз подходило по всем параметрам, акромя того, что это был второй этаж. Ну, мотоциклы хоть и не пушинка, но и не тонну весят, и с помощью четверых мужичков в самом расцвете сил были закачены по досочкам на второй производственный этаж (высота потолков 4,5 метра). Думали в штаны наложим, ан нет, глаза боятся, а руки (в данном случае ноги) делают. Но это лирика.
Наконец то появилось помещение, которое я два месяца приводил из состояния «голые стены» в «уютная мастерская. В принципе, отчасти мне это удалось.
Т.к. на тот момент с технологией, которую я хочу освоить я определился, а осенью, во время командировки в США, капитально закупился различными тканями, свой путь я начал с постройки печки.
вот собственно и она:


Печь представляет из себя ЯЩЪ, собранный из секций, сделанных из совейской кровельной жести 0,75мм, на каркасе из металлопрофиля для ГКЛ. в качестве теплоизолятора внутри секций заполнение базальтовой ватой.
Секции между собой крепятся винтами и уголками, в жесть запрессованы заклёпки-гайки.
Все стыки промазаны высокотемпературным силиконовым герметиком. Верхняя крышка на петлях, с поддерживающими мебельными газ-лифтами, закрывается всё это дело на защёлках-стяжках (как на ящиках).
Внутри ящика установлен 1кВт нагреватель с вентилятором (разобрал китайский тепловентиллятор, купленый за какие то копейки в Леруа-Мерлен).
На передней панели ЯЩЪ’а смонтирован блок управления: программный ПИД-регулятор ОВЕН ТРМ-251 и блок реле/предохранителей.
Вообще, нагревательных элементов там два, каждый по киловатту, но на 2кВт печка уж больно быстро греет, и от частых вкл/выкл реле уже ощутимо мигает свет. С 1кВт нагревателем свет уже не мигает, а печь выходит на 100 градусов примерно за 12 минут, что более чем достаточно.
Да, габариты: 101*67*77см (продиктовано размерами жестяных обрезков привезённых из дачных запасов).
В общем на постройку сего девайса у меня ушёл где то месяц работы по вечерам, и около 10килорублей денег. Что более чем бюджетно, если сравнивать с заводскими термо-шкафами.
И вот ещё- вся конструкция на колёсиках, ибо вес её весьма внушительный, просто так не передвинешь.
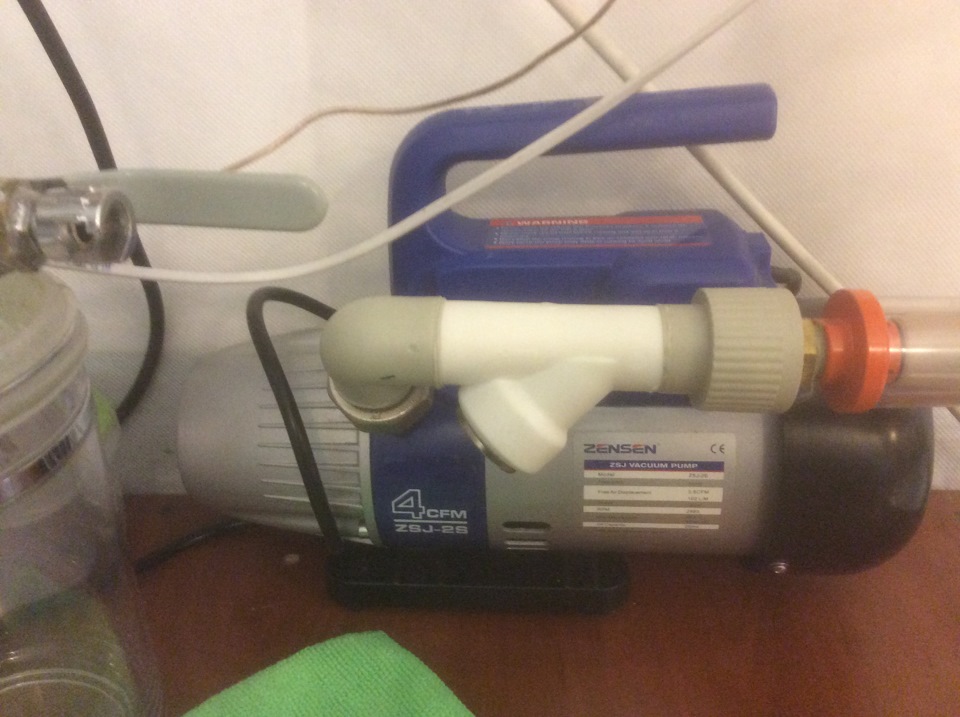
вакуумная станция
По известной и не раз обжёванной в интернетах схеме был создан блок автоматики для вакуумного насоса, а так же импровизированный ресивер из канализационных уличных пластиковых труб 110мм.
вот оно фото:
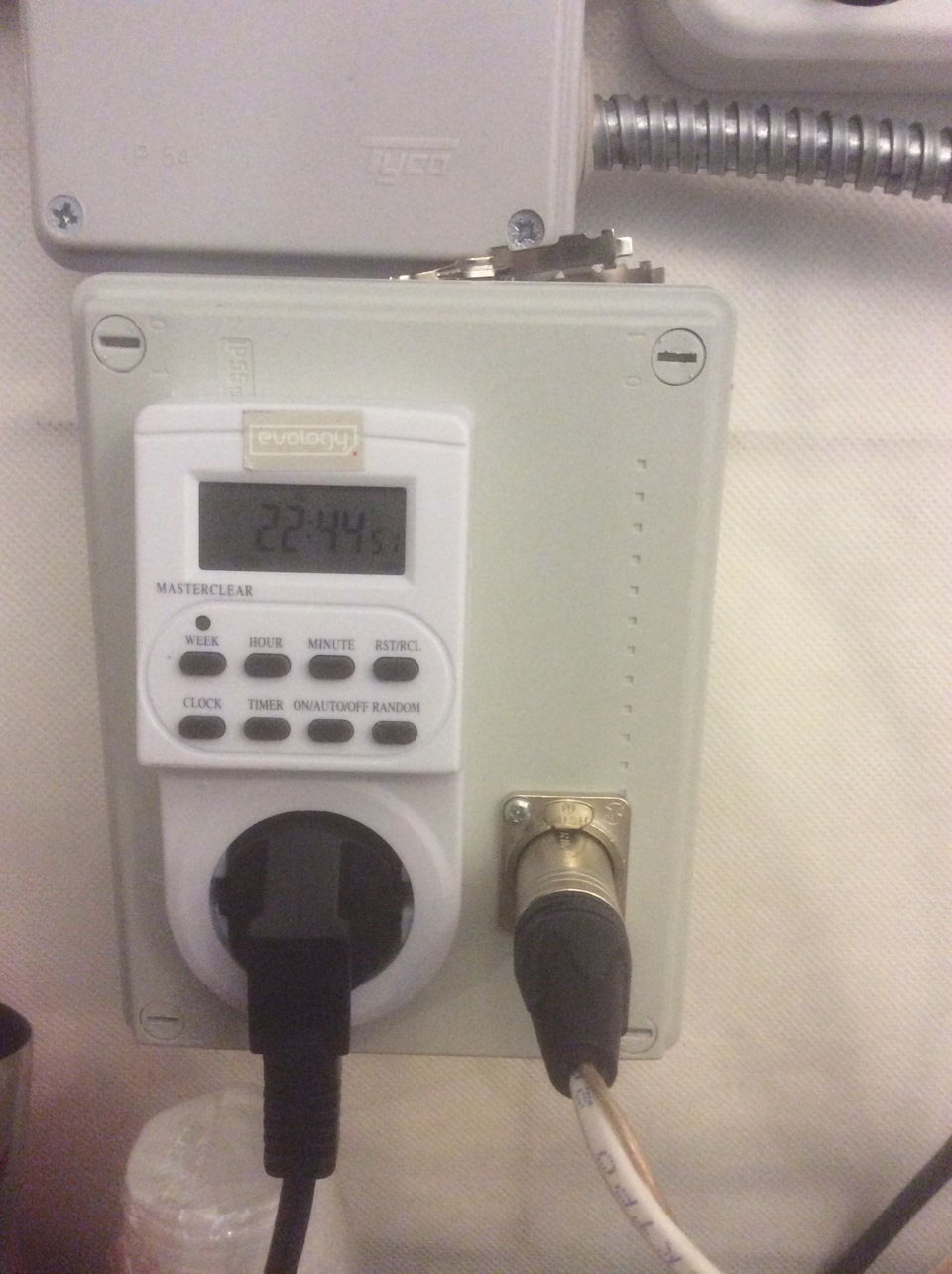

В блоке релейной обвязки для вакуумметра с электроконтактной приставкой я добавил реле времени (~350р в леруа), которое позволяет отключить всю схему в заданное время. весьма удобно, когда оставляешь вак.насос на ночь, и не хочешь чтоб он пахал сутки.
в планах-добавить в схему устройство плавного пуска насоса. т.к. с ресивера у меня чуть чуть натекает где-то, и насос включается примерно раз в 2 минуты при поддержании вакуума -0,7/-0,5МПа. в общем надо дорабатывать.
ПЕРВЫЙ БЛИН
На подготовку всего и вся у меня ушло довольно много времени и сил, особенно учитывая что это лишь хобби, и приходится «отвлекаться» на работу, да и просто «жизнь» =)
Для первого опыта был выбран «пациент» не сложной формы:

это китайская «карбоновая» защитная накладка на мотоциклетный бак. отвратительнейшего качества вещь, я вам скажу. тонкая, сделанная на полиэфирке (судя по запаху при шлифовке), карбона только внешний слой, и то, наверное, дай БГ 80г/м2, а внутри даже не стеклоткань или мат. там стеклосетка, похожая на серпянку, только с меньшим размером ячейки. кусок какашки, одним словом. да ещё и поцарапанный и с изъянами по кромке.
В общем это дело было мной заботливо вышкурено, зашпатлёвано, и на самой детали ручной формовкой был сделан фланец (пластилин с лицевой стороны и гель+стеклоткань с изнанки).
Этот фланец весьма заметно увеличил жёсткость детали, и с ней стало гораздо удобнее работать.
далее ещё шкурка (600-800-1000-1500-2500), с полировкой решил не заморачиваться, и сразу нанёс разделитель и снял матрицу:

потом сделал «пирог» из трёх слоёв углеткани, с прокладкой плёнки и пропиткой препреговой смолой:

далее этот пирог пошёл на технологическую выдержку 12 часов при 30 градусах.
ну и сам процесс:



Ну и отправилось это дело на отверждение 4 часа 60градусов, 1час роста до 80, 4 часа 80, 2 часа охлаждение до 20. вакуум первые 6 часов в диапазоне -0,8/-0,5.
И ВОТ ОН РЕЗУЛЬТАТ:
не обрезанный, не отлаченый, но всё-таки результат!



используемые материалы:
-смола Sicomin SR8500 + препрег отвердитель KTA315
-гель SG715 белый
-смола для матрицы YD-128+ТЭТА 12% с постотверждением.
-разделитель Zyvax compositeshield +порозаполнитель SealerGP
-внешний слой карбон 3к 2/2 твилл 240 грамм
-два внутренних слоя полотно 12к 300грамм
-жертвяк diatex PA80
-перф плёнка ELA20 P1
-дренаж PES150
-вакуумная плёнка PO180
-герметизирующая лента «липлент-о»
-вакуумный порт на заказ у токаря 350р.
вроде всё…хотя, сложно уместить в один пост два года обучения, строительств, переживаний…
но это бесподобное чувство, когда-ПОЛУЧИЛОСЬ!
осталось обрезать, облачить, и…снять нормальную матрицу)))))
мой рабочий стол напоследок:

респект тому, кто таки дочитал до конца! впереди много идей, по возможности постараюсь о них писать, хоть и писатель из меня никудышный=)
и принимайте извинения за качество фоток, но кроме айпада мне фоткать не на что;)
Как я делал первые шаги в создании детали из карбона
Меня зовут Павел.
Я занимаюсь изготовлением углепластика или, как его называют, карбон, и с удовольствием делюсь опытом.
Первые попытки освоить технологию сделал где-то полтора года назад. С тех прошло много времени и тем более приятно вспомнить первые шаги. В этом посте расскажу о своем первом учебном самостоятельном проекте детали из композита эпоксидной смолы и базальтового волокна.
Сама идея заняться карбоном возникла еще раньше, года три назад. Долго ее вынашивал и в какой-то момент решился. Первый месяц самостоятельных попыток и просмотра роликов на ютубе привел к куче израсходованного материала, смолы, тканей, жгутов и т.д. Оказалось, что даже пластину из карбона методом вакуумной инфузии не так-то просто сходу сделать. Немного помучавшись, понял, неплохо бы найти профессионалов для перенятия опыта. Нашел подходящих ребят, познакомились и ушел с головой в процесс обучения.
Такого кайфа от учебы в универе точно не получал. Прошло два месяца, азбука выучена, лекции записаны, лабораторки выполнены и я отправился в самостоятельное плавание. К тому моменту уже нашел первого заказчика. И до этого всё было в розовых тонах. Дальше начался бой и об этом речь пойдет ниже.
Мой первый проект — продолжение учебы, но в полевых условиях. Я договорился сделать из композита деталь, дабы уменьшить её вес. Деталь шла к мобильному лазерному станку. Станок представлял собой чемодан на колесах и предполагал постоянную перевозку между участками работы. К слову, он для лазерной наплавки пресс-форм; износилась кромка стальной матрицы — привезли лазер, выставили, настроились и наплавили специальной проволокой изношенный участок.
Вернемся к процессу.
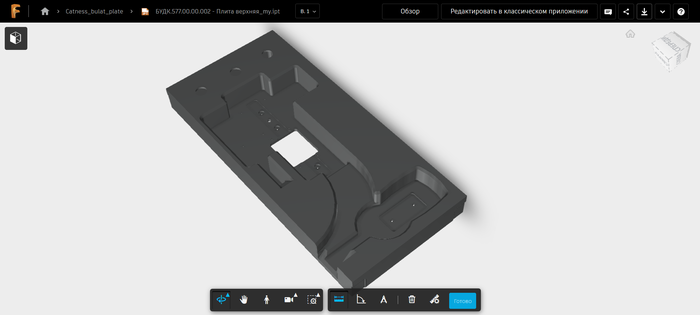
Деталь это плита со сложными пазами и выборками, в которые укладывается оптика лазерного станка.
Чтобы что-то сделать из карбона, нужно сначала сделать матрицу — обратную к исходной поверхности деталь. А уже на матрицу выкладывать углеткань и пропитывать смолой.
Опишу создание матрицы коротко и скажу лишь, что работа шла три этапа: мастер-модель из пенопласта -> черновая матрица -> черновая деталь -> рабочая матрица.
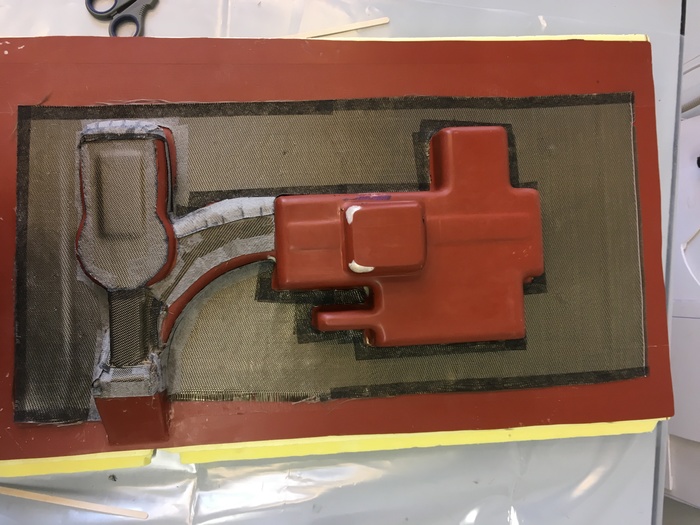
Вот как выглядела рабочая матрица.

Это стеклопластиковая матрица с толщиной фланца 5-6 мм и шлифованным слоем гелькоута с наружной стороны.
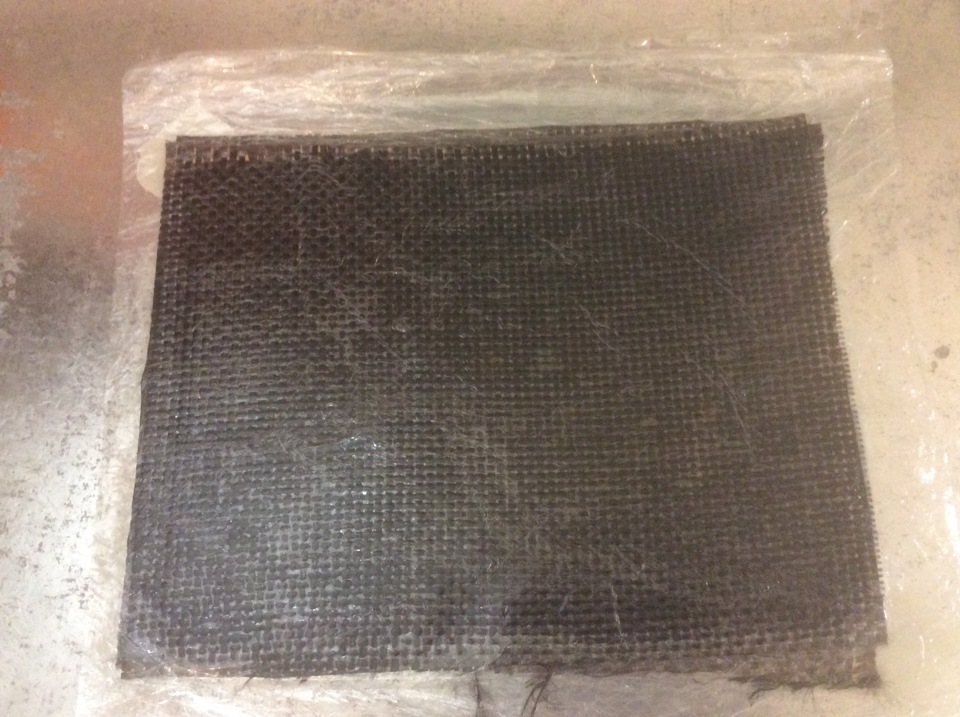
Чтобы по этой матрице сделать деталь, нужно сначала подготовить выкройки. Такая сложная форма не позволяет положить углеткань одним куском. Для качественного соответствия геометрии, нужно подготовить большое количество маленьких кусочков ткани — выкройки. Всего я сделал около 300 выкроек — это примерно 60 штук на слой, а слоев было 5. Кстати, для первого раза я использовал не углеткань, а базальтовую ткань. Она попроще, а сама деталь была под покраску, поэтому изящество рисунка карбона было ни к чему.
Так выглядела базальтовая ткань со слоем клеями и размеченными выкройками.

Да, их было много, а работы еще больше.
Когда все 300 выкроек были подготовлены, вырезаны и подогнаны, настало время укладки и приклеивания на матрицу. Но сначала матрицу нужно очистить загрязнений, жирных пятен и прочего.

Затем, очищенная матрица покрывается специальным разделительным составом — воском. Это нужно, чтобы деталь намертво не приклеилась к матрице, а аккуратно без повреждений извлекалась из неё. Я использовал жидкий воск на основе ПВА. Воск наносится слоями от 3 до 5 в зависимости от марки и типа.

Затем приступил к расположению выкроек. Слой за слоем, в определенном порядке приклеивал маленькие кусочки ткани к матрице, пока она вся не обросла базальтовым панцирем.
Кстати, клей тоже специальный аэрозольный для инфузии.

Хотя выкройки делались по шаблону, всё равно каждый слой пришлось проверять и немного подгонять по месту.

На предыдущем фото видно, как отходят выкройки. Сколько клея не нанести, пока уложишь последний слой, обязательно сколько-то выкроек уйдет. А это напрямую влияет на качество получаемой детали. Чтобы этого не произошло, во время пропитки вокруг детали собирается вакуумный мешок — хитрая слоистая конструкция для подачи и распределения эпоксидной смолы, откачки воздуха, создания надежного прижима.
Мешок собирается из нескольких слоев: жертвенная ткань, служащая буфером смолы и регулятором скорости пропитки; перфорированная пленка для быстрого разделения технических слоев от тела детали; проводящая сетка — быстрая доставка смолы по поверхности; магистральные и спиральные трубки для подачи смолы извне и откачки воздуха из мешка. Весь этот пирог накрывается вакуумной пленкой, которая крепится и уплотняется герметизирующим жгутом по фланцу матрицы.

Перед сборкой мешка нужно хорошенько продумать схему подачи и откачки смолы: сколько точек подачи, как провести линии подачи, где сделать быстрый ход смолы, а где нужно ее затормозить для гарантированной пропитки. Процесс до жути увлекательный, как само планирование, так и наблюдение за ходом смолы. Я пустил смолу с верхних точек детали, а магистрали откачки расположил с фланцев матрицы.
Когда мешок собран, его нужно откачать и проверить на герметичность. Собрать с первой попытки герметичный мешок не всегда удается. В этот раз мне пришлось даже переделывать мешок, так как первый мешок прорвался острой стеклопластиковой иголкой с обратной стороны матрицы. Так выглядит собранный и откачанный мешок, готовый к пропитке эпоксидной смолой.

А вот так во время подачи смолы.

Процесс пропитки может идти от десятка минут до нескольких часов. Я пропитывал параллельно две детали и на инфузию ушло чуть больше часа.
За процессом нужно следить — когда ускорить подачу смолы, когда замедлить, а когда и вовсе перекрыть для добавления новой порции смолы в систему.

До последнего держит в тебя напряжении, потому как наперед не знаешь, успеет ли пропитаться вся деталь до момента загустения смолы.

Всё это выглядит как пляски с бубном (маркером). Но вот все светлые участки потемнели, смола показалась в трубках на пути к насосу, а значит, можно выдохнуть и перекрыть подачу смолы. После этого оставляем деталь сохнуть минимум на сутки и уходим с приятным ощущением и предвкушением.
Через пару дней разбираю мешок и достаю деталь. Для первой разборки я потратил огромное количество времени — наверное, целый день отборной ругани и суеты. Деталь такой сложный формы у меня получилось достать с большим трудом, но когда достал, улыбался до ушей.
Так она выглядела после разборки и первой примерки с узлами лазера.

Потом была фрезеровка пазов, отверстий под кнопки и магниты, обрезка контура. Это отдельная история с фрезерной оснасткой, базированием и позиционированием по детали.

Потом была фрезеровка пазов, отверстий под кнопки и магниты, обрезка контура. Это отдельная история с фрезерной оснасткой, базированием и позиционированием по детали.
Пристрелка по весу:

Окончательно склеенная деталь перед покраской в сборе с лазером выглядела так.

Ну и финальная версия после покраски.

В итоге, учебный проект занял около 8 месяцев, приличное количество денег на материалы, инструменты, оборудование и мою работу. Я сразу относился к нему, как к вложению и не переживал лишнего. Вес удалось сэкономить с 10 кг до 1,2 кг. Очевидно, что делать подобную деталь из композитов методом вакуумной инфузии абсолютно нецелесообразно по трудоемкости и стоимости. Опыт — бесценный. С первого раза сделать деталь такой сложности — большая удача и не менее большая работа. С тех пор за такие масштабные штуки не берусь, но опыт этих месяцев использую каждый день.
Как говорится, если ты готов делать что-то бесплатно и ночами, возможно это то самое.