Сварка бензобака аргоном

Износ, коррозия или камни могут вызвать повреждения бензобака. Работу по восстановлению вы можете поручить нашей компании. У нас работают специалисты с многолетним стажем, которые в кротчайшие сроки починят ваш автомобиль.
Пробоина в бензобаке — это та поломка, которую необходимо устранить максимально быстро с соблюдением всех стандартов. В нашем сервисе сварка бензобака проводится с применением аргона. Использование современного оборудования позволяет гарантировать полную герметизацию и филигранные швы.
Адрес сервисного центра
Мы находимся по адресу:
г. Москва, Большая Академическая, д. 81. (Въезд в синие ворота, на проходной сообщить, ангар №2)
Контактный телефон: (495) 773-67-74
Адрес эл.почты: Info@navi-trans.ru
График работы: с 10:00 до 18:00 Кроме выходных.
Сервисный центр:
г. Москва, ул. Большая Академическая, д. 81, стр.2
Технология аргонодуговой сварки

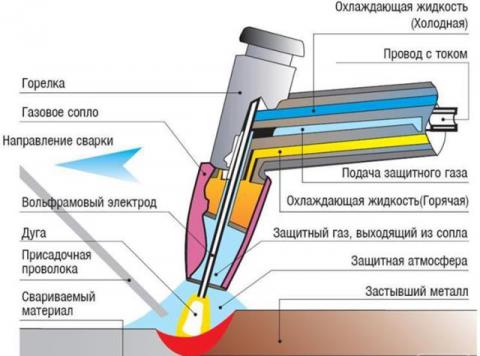
Во время работы используются тугоплавкие электроды из вольфрама. Электрод окружает керамическое сопло, из которого под высоким давлением выходит газ. Благодаря этому сварка бензобака аргоном проходит в безвоздушной среде.
Эта методика позволяет точно регулировать глубину плавки металла. Полученный шов может выдерживать температурные колебания в большом диапазоне. Высокое качество шва позволяет переносить удары и нагрузки без разгерметизации. Во время процесса используются такие приспособления:
- Силовой контактор — подаёт сварочное напряжение на горелку.
- Трансформатор — обеспечивает напряжение холостого хода от 60 до 70 В.
- Осциллятор — стабилизирует горение дуги.
- Вольфрамовые электроды — подбираются под специфику сварочного процесса (отличаются по диаметру).
- Вспомогательный трансформатор — нужен для работы коммутирующего устройства.
- Амперметр — помогает измерить сварочный ток.
Баллон с газом и горелка также необходимы во время работы. Согласно стандартам сварки специалисты используют очки и специальную одежду. Наличие всех этих элементов позволяет гарантировать высокое качество и долговечность шва.
Преимущества сварки бензобаков аргоном
Данная методика позволяет работать с большим количеством цветных и нецветных металлов, среди которых:
- титан,
- алюминий,
- чугун,
- медь,
- нержавеющая сталь и т. д.
Полный комплекс оборудования позволяет гарантировать качественные герметичные швы на топливных баказ автомобиля. К другим преимущества сварки аргоном причисляют:
- Полную защиту от окружающей среды — соединение не имеет примесей и пор.
- В процессе сварки нагрев металла минимален — это позволяет избежать деформации бензобака.
- Наличие высокотемпературной дуги гарантирует высокую скорость процесса.
Чтобы сварка прошла с соблюдением всех стандартов качества, необходима точная настройка оборудования. Технология на основе аргона позволяет заварить топливный бак со стенками любой толщины.
Особенности процесса
Для того чтобы заварить топливный бак в первую очередь необходимо удалить бензин. Для этого используется трубка и домкрат. Потом емкость просушивается. Это помогает избавиться от паров бензина.
После очистки и просушки специалисты определяют, нужно ли снимать бак для дальнейших работ. Особое значение имеет доступность повреждённого места. В некоторых случаях необходима проверка на наличие дополнительных пробоин и коррозии.
Повреждённая область предварительно очищается от грязи. Подача газа в место сварки начинается за 15—20 секунд. Это позволяет добиться более высокого качества швов.
Во время сварки электрод должен находиться максимально близко к поверхности. Чем меньше дуга, тем лучше. Увеличение дуги допускается в том случае, если нужно уменьшить глубину проплавления и увеличить ширину шва. Для создания правильного соединения исключаются поперечные движения грелкой.
Направляющий электрод и присадочная проволока всегда находятся в зоне аргоновой защиты. Эта предосторожность защищает швы от насыщения азотом и кислородом. Плавная подача проволоки позволяет избежать разбрызгивания.
При сварке топливного бака аргоном проволока располагается под прямым углом к поверхности. Подобная методика обеспечивает ровный и узкий шов. Для заваривания кратера в конце работы сила тока понижается при помощи реостата. Резкое отключение снижает защиту шва.
Тип тока выбирается в зависимости от металла. Для стали лучше всего подходит постоянный ток прямой полярности. Когда же речь заходит об алюминии — применяется обратная полярность.
В конце работы, согласно стандартам происходит пропарка и опрессовка. Последняя процедура позволяет убедиться в герметичности конструкции. Лишь после этого можно считать восстановительные работы завершёнными.
Наши услуги по ремонту топливных баков автомобиля
- Пайка топливного бака
- Ремонт пластикового бензобака
Топливный бак. Резать и варить. Чтобы не рвануло.

Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Ни одного зарегистрированного пользователя не просматривает данную страницу
- IPS Theme by IPSFocus
- Политика конфиденциальности
- Обратная связь
- Уже зарегистрированы? Войти
- Регистрация
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Сварка топливного бака. Аргоновая сварка

Топливный бак, наряду с остальными частями автомобиля, уязвимая часть кузова. Ведь она ближе всего находиться к российским реалиям дорог. Повредить бензобак достаточно просто, а починить нет, так как в большинстве случаев он алюминиевый. А как известно, данный металл не залатать простым сварочным инвертором, нужна аргонная сварка. Если работа проведена с учетом всех правил и требований, то можете быть уверены, что бензобак прослужит достаточно долго. При условии, что вы его опять не повредите. Если повреждена внутренняя часть, к примеру, перегородка, делают так называемый операционный шов. Но в распространенных случаях для аргонной сварки чаще всего используются так называемые заплатки. Это оптимальный вариант. Но толщина ее зависит большим образом от места расположения пробоины. Если повреждение находиться в месте крепления кронштейна, то стоит поставить усиленную заплатку. Но не все можно залатать. Встречаются повреждения горловины бака, а также просто вмятины, которые скрадывают полезный объем. В таком случае применяют рихтовку или полную замену (в зависимости от степени повреждения). Помимо всех тонкостей, в сварке топливного бака, существуют две главные вещи, а именно пропарка бака и опрессовка на герметичность. Пропарка оградит сварщика и окружающих от взрыва, так как остатки бензина способны испаряться и образовывать огнеопасную смесь. Опрессовка не только проверит качество выполненных работ, но и даст гарантию на отсутствие течи топлива. Что тоже немало важно для безопасности. После проведения пропарки следует очистить от имеющейся грязи прилегающую к пробоине поверхность бака и обезжирить. Можно это сделать как с помощью химикатов, так и простой щеткой по металлу. От очистки во многом зависит качество шва аргонной сварки. Весь фокус сварки топливного бака аргоном в том, что этот инертный газ не допускает воздух, который, как известно, очень пагубно влияет на качество сварного шва. Для этого используется, как правило, вольфрамовый электрод, который с низкой степенью плавления. А вот дальнейшее действие поможет отличить хорошего сварщика от дилетанта. Тот прежде, чем варить обязательно проверит дугу не об бак, а об заранее приготовленную кусочек алюминия. Кому нужны лишние наплавы. Далее, берется заранее изготовленная заплатка и наплавляется к кромке пробоины. Для надежности шва, используют мягкую сварочную проволоку, в народе ее еще называют присадкой. Это служит своеобразной заменой обычному электроду. В основном разумеется все зависит от сварщика. Такой человек должен четко понимать суть химической реакции в газовой среде. Сварка топливного бака требует большой ответственности, внимательности и знаний. Опытный сварщик должен буквально видеть «поведение» алюминия. Тем более не каждый состав подходит в том или ином случае. Припоем как минимум десяток и каждый по-разному реагирует на материал. Чтобы не выдумывать велосипед, обратитесь в проверенную временем мастерскую. Желательно, чтобы аргонная сварка была одним из основных ее профилей. Прием заказов:
8 (812) 333-20-04
Московское шоссе д.160
Московское шоссе д.13A
Ленинградская область, г. Сертолово, Восточно-Выборгское шоссе, д.16, корпус 2, лит. Б, Б1
Наши услуги:
Последние новости

Интенсивная эксплуатация транспортного средства, особенно грузовых автомобилей и спецтехники со .

Опытные дальнобойщики давно оценили преимущества наличия на полуприцепах и прицепах паллетных .

В конструкции любого автомобиля, где предусмотрен турбонаддув, необходим интеркулер. Бензиновый или .
Как заварить топливный бак
![]()

Технологии
Автор Сварщик На чтение 5 мин Просмотров 1.6к. Опубликовано 09.09.2018
Течь в бензобаке возникает в результате физического износа либо вследствие повреждений со смятием корпуса. В пустом резервуаре накапливаются пары топлива, поэтому использование сварки и нагрева чревато взрывом. Многие автомобилисты спрашивают, как правильно заварить бензобак. Существует несколько способов ремонта: аргонодуговая и холодная сварка, пайка. Рассмотрим каждый из них подробнее.
Общие правила ремонта бензобака
О наличии течи свидетельствует повышенный расход топлива и специфический запах в салоне. Даже незначительная трещина является опасной для жизни водителя и пассажиров. Место протечки воспламеняется при попадании искры. Повреждения появляются в результате растрескивания корпуса во время езды, воздействия коррозии. Дефекты возникают при неисправностях в топливной системе автомобиля. Разряженное давление способствует постепенному растрескиванию стенок. Микротрещины постепенно увеличиваются, провоцируя течь. Прежде чем заварить бензобак, необходимо соблюсти правила безопасности:
- обязательно слить бензин или дизтопливо из резервуара;
- тщательно просушить и демонтировать бак, осмотреть на наличие повреждений;
- промыть внутри с использованием специализированных моющих средств;
- после мойки с применением бытовой химии тщательно выполоскать и просушить.
Мойка резервуара позволяет полностью удалить взрывоопасные пары. Способ ремонта подбирается исходя из материала, из которого бак сделан. Аргонодуговая сварка топливного бака пригодна только для металлических емкостей, пластиковые изделия рекомендуется ремонтировать холодной сваркой, горячая пайка — универсальный метод. Рассмотрим детальнее, как заклеить бензобак самостоятельно.
Ремонт бензобака холодной сваркой
Холодная сварка пригодна для емкостей с твердыми пластиковыми стенками либо для металлических баков. К тонкостенным резервуарам клей плохо прилипает, поэтому такой ремонт будет неэффективным. Клеящий состав подбирают в соответствии с типом материала емкости. Ремонт бензобака холодной сваркой рекомендуется выполнять в перчатках. Трещину очищают от загрязнений и обезжиривают нефрасом.
Читайте также: Как заварить глушитель электросваркой самостоятельно
Двухкомпонентные смеси соединяют в пропорции, указанной производителем. Готовый раствор необходимо использовать в течение 10-20 минут в зависимости от наименования бренда. Клей наносят на поврежденное место послойно и разглаживают, прижимая к поверхности. Через 2-3 часа после ремонта бак готов к использованию. Клей в форме бруска тщательно разминают влажной рукой и замазывают трещину.
Выбор холодной сварки
При выборе холодной сварки необходимо учитывать, что она должна быть устойчивой к бензину. Ней можно заклеивать только мелкие повреждения. Для устранения течи в дороге прекрасно подходит суперклей «Момент» либо подобные специальные составы других производителей. Ветошь нарезают на заплатки, пропитывают клеем и в несколько слоев крепят к пробоине. Такой способ ремонта является временным, он позволяет добраться домой либо к СТО и запаять отверстия капитально.

Для ремонта небольших повреждений своими силами можно применять эпоксидную смолу с отвердителем и стеклоткань. Площадь дефекта обрабатывают наждачной бумагой для повышения адгезии. После высыхания поверхности на трещину накладывают стеклоткань, пропитанную смолой. Каждый последующий слой укладывают после высыхания предыдущего. После отвердения последнего слоя латку обрабатывают антикоррозийным составом.
Пайка
По сравнению с холодной сваркой пайка топливного бака является более устойчивой к механическим воздействиям и внешним факторам. Для устранения течи подготавливают заплатку на 4-5 см больше, чем площадь повреждения. Ремонт пластиковых изделий выполняют по внешней части стенок бензобака паяльником мощностью 250 Ватт. При запайке необходимо подобрать заплатку из такого же материала. Тип пластика указывают на каждой детали. Чаще всего бензобаки изготавливают из ABS, полипропилена либо полиамида.
Для качественного сцепления необходима подложка мелкой армирующей сетки из металла либо меди. Подложку вплавляют в стенку бензобака, равномерно распределяя жидкий пластик по всей поверхности дефекта до появления нового равномерного покрытия. Процедуру выполняют быстро, чтобы пластик не отвердел, иначе образуются наплывы.
Читайте также: Как заделать свищ в трубе своими руками
В металлических емкостях заделать отверстие можно заплаткой из тонкого металла либо меди. Разогреть корпус можно с помощью паяльной лампы или утюга. Заплатку прикрепляют легкоплавким припоем по всему периметру с помощью паяльника мощностью 500 Ватт, обработав предварительно места стыковки паяльной кислотой. После пайки необходимо дать остыть корпусу, затем покрыть залатанное место битумной мастикой либо краской. Покрытие защитит заплатку от коррозии.
Ремонт при помощи электросварки
Сварка топливного бака с помощью аргонодугового сварочного аппарата и вольфрамовых электродов считается наиболее надежным методом. Она надежно соединяет цветной металл с легированной сталью. Большинство бензобаков изготавливают из алюминия, поэтому инверторная сварка для ремонта непригодна. Место ремонта очищают от масел и загрязнений. Заплатку приваривают по всему периметру, стараясь поддерживать однородную газовую среду. Шов получается ровным и прочным. После остывания отремонтированный участок окрашивают либо покрывают битумной мастикой.
Ремонт пластикового бензобака
Ремонт с нанесением эпоксидного клея является самым быстрым. Это временная мера, позволяющая устранить течь в пути. Залатать дыру можно с помощью пластикового сварщика — экструдера. Сварка баков данным способом требует определенного опыта и знания технологии. Перед свариванием рекомендуется попрактиковаться на небольшом фрагменте пластика. Для правильного расчета продуктивности экструдера нужно знать размер поперечного сечения трещины. Сваривание начинают от края разлома, укладывая расплавленную пластиковую сварочную проволоку равномерно по всей ширине пробоины с небольшим запасом. Для тщательной сварки выполняют пересекающие трещину движения, полностью заполняя отверстие. Чтобы шов ложился ровно, необходимо, чтобы термофен и башмак аппарата были равномерно прогреты.