Проверка двигателя эндоскопом
Эндоскопия является самым наглядным методом безразборной проверки механики двигателя.
Процедура эндоскопии незаменима при покупке автомобиля, так как визуальный осмотр это наиболее точный способ оценки состояния двигателя. По результатам несложно сделать выводы о пробеге машины.
Эндоскопирование возможно с проведением фотосъемки и последующей отправкой снимков на электронную почту клиента.
Стоимость диагностики двигателя эндоскопом
| Услуги | Цена |
| Цена проверки двигателя эндоскопом (эндоскопия одного цилиндра) |
500 руб. |
Что можно узнать о двигателе при помощи эндоскопа
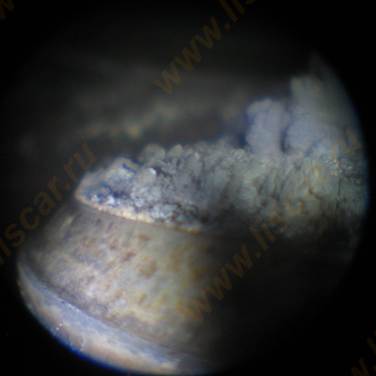
1. Состояние хона на стенках блока цилиндров. На заводе при помощи специального станка на стенки блока цилиндров наносится хонинговка (характерные царапины для снижения площади трения и удержания масла).
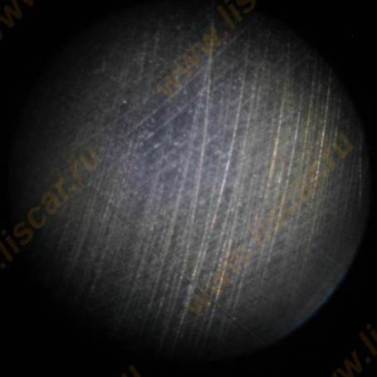
Выработка цилиндра происходит по форме эллипса, в эндоскоп очень хорошо видно места перекладки поршня.
Если в этих местах уже проявляется зеркальная поверхность, значит расхода масла не избежать.
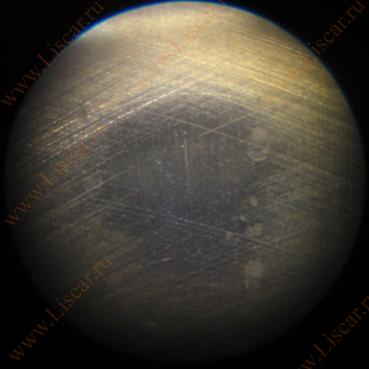
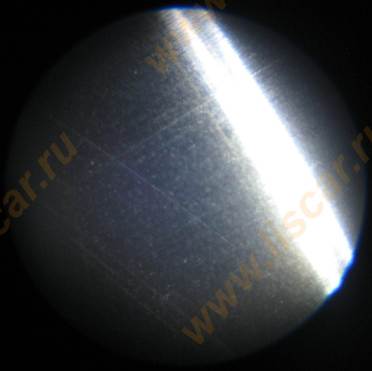
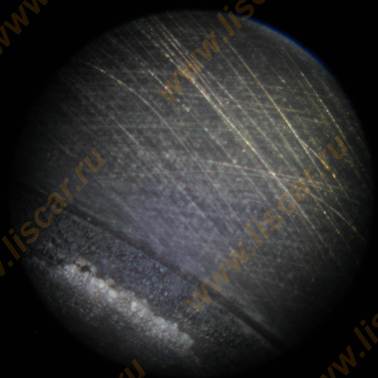
При большом износе цилиндро-поршневой группы хонинговка совсем стирается, и вся поверхность стенок цилиндра становится зеркальной.
Этому двигателю предстоит капитальный ремонт с полной расточкой блока цилиндров и заменой поршневой группы. (Компрессия в таком случае — не показатель, очень часто она становится даже выше нормы).
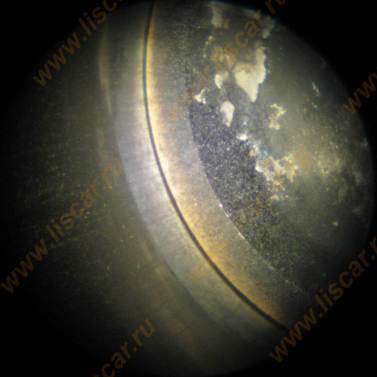
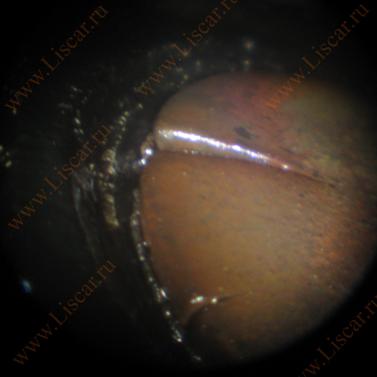
2. Состояние рабочей кромки впускных и выпускных клапанов.
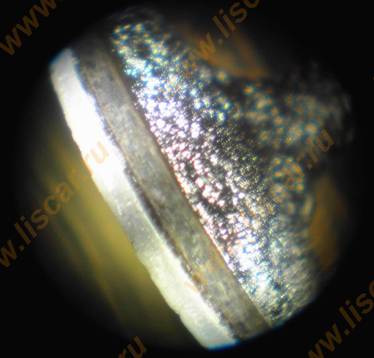
3. Состояние сальников клапанов (маслосъемных колпачков). В эндоскоп отчетливо видны следы масла на верхней части клапана.
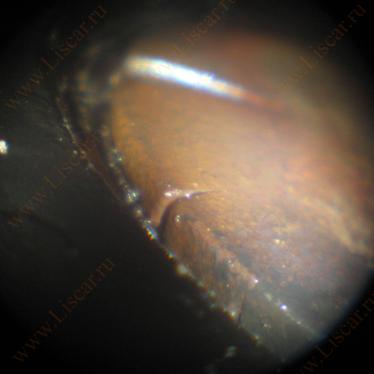
4. Нагар на клапанах. Двигатель с таким нагаром на клапанах будет работать неустойчиво, будет плохой холодный запуск, повышенный расход топлива и детонация.


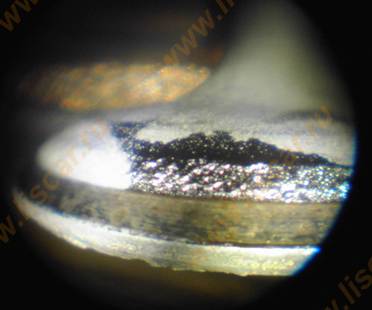
5. Сгоревший клапан. Это результат неправильной (или несвоевременной) регулировки тепловых зазоров клапанов. Зазор на клапане был 0.05, вместо 0.25.

Мы испробовали множество всевозможных эндоскопов, от самых дешевых (китайских), до самых дорогих (медицинских), прежде чем познакомились с эндоскопом ОПТИМАСТЕР. На данный момент этот эндоскоп является оптимальным для автосервиса. Непревзойденное качество изображения и оптимальная цена — 59.000руб. По сравнению с другими эндоскопами, стоящими десятки тысяч долларов – это совсем недорого. Дешевые (китайские) эндоскопы хорошо работают только при дневном освещении, а внутри цилиндра едва ли можно разглядеть контур клапана. Не говоря уже об оценке состояния хона.
Не знаете что лучше подойдет для ВАШЕГО автомобиля или не нашли интересующей вас информации? Звоните нам:
8 (909) 625-87-07
- Услуги
- Каталог запчастей
- Отзывы
- Задать вопрос
- Статьи
- Контакты
Что такое хонингование цилиндров двигателя?

Хонингование цилиндров – это процесс обработки поверхности цилиндров, являющийся завершающим этапом расточки двигателя. С использованием специальных приспособлений на стенки цилиндров наносится сетка из мелких задиров, призванная удерживать масляную пленку и ускорить приработку поршневых колец.
С какой целью проводится хонингование цилиндров?
Очень часто в жизни автомобилистов наступает момент, когда капитальный ремонт двигателя неизбежен. Это становится следствием того, что цилиндры теряют первоначальную круглую форму и становятся эллипсными. Исправить такой дефект может только расточка до ремонтного размера поршней, финальной стадией которой является хонингование.
Однажды ученые обратили внимание, что неровная поверхность пары трения позволяет деталям намного быстрее прирабатываться и противостоять износу. Помимо этого, масло на шероховатых стенках удерживается гораздо лучше, что тоже положительно влияет на ресурс узла в целом. С тех пор обработка хонингованием цилиндров двигателей внутреннего сгорания стала неотъемлемой частью при производстве, а также при капитальном ремонте моторов.
В наше время эта операция также помогает добиться более высокой точности обработки деталей.

Как выполняется процесс хонингования?
Во время расточки блока цилиндров токарь оставляет небольшой запас для последующей, более точной, обработки. Далее блок цилиндров перемещается на хонинговальный станок, где с помощью более крупного, чернового, абразива наносится первичный хон. После этого производится финишное хонингование мелким абразивом с высокой точностью обработки, в результате чего удается расточить цилиндры с погрешностью до 1–2 мкм, а также нанести сетку хона, которая будет противостоять износу двигателя на протяжении более долгого времени и позволит уменьшить продолжительность приработки поршневых колец. В случаях, когда блок двигателя изношен незначительно, возможно применение специальных хонинговальных щеток, которые используются даже в ручных дрелях для быстрого восстановления хона. Такие приспособления состоят из абразивных шариков, крепящихся на нейлоновых прутках, что позволяет создавать незначительное давление на стенки цилиндров и приспосабливаться к различным диаметрам цилиндров.
После нанесения хона блок необходимо тщательно вымыть от мелких частиц металла, оставшихся в каналах сетки хона. После этого двигатель можно собирать и начинать обкатку.
В качестве послесловия, перефразируя известную всем поговорку «В здоровом теле – здоровый дух!», можно с уверенностью сказать: «В здоровом двигателе – здоровый хон!». Ведь именно состояние сетки хона влияет на ресурс большинства современных блоков цилиндров. Не зря у мотористов плохой приметой является увидеть на цилиндрах «зеркало».
Работы по хонингованию, расточке блока цилиндров, шлифовке коленвала есть возможность произвести на высокоточном оборудовании Моторного центра «Гвардейский».
Хонингование цилиндров: что это, как выполняется
Что это? Во время работы двигателя на стенках цилиндров неизбежно образуются царапины и шероховатости. Для устранения дефектов слесарь растачивает блок до следующего ремонтного размера, и поверхность становится зеркальной. Но она не смазывается маслом, и кольца двигаются «на сухую». Хонингование цилиндра – это нанесение с помощью хона на стенки специальных насечек, в которых будет задерживаться масло.
Как выполняют? На хоне закрепляют абразивные бруски, вначале с крупным зерном, потом с мелким. Используют алмазные и керамические материалы, также возможно применение лазерной финишной обработки. По окончании хонингования цилиндров блок промывают.
В этой статье:
- Технология хонингования цилиндров
- Влияние параметров хонингования на работу двигателя
- Оборудование для хонингования цилиндров
- Плосковершинное хонингование цилиндров

7 обязательных шагов для организации СТО
Шаг 5 упускают 68% предпринимателей
Технология хонингования цилиндров
Термин «хонингование» происходит от английского to hone – «точить». Эта процедура представляет собой обработку внутренней поверхности стенок цилиндров. При помощи хонинговальных головок, хонов, двигающихся возвратно-поступательно и одновременно вращающихся внутри полости цилиндра, выполняется шлифовка стенок с применением смазочно-охлаждающей жидкости.
При обслуживании деталей двигателя данной процедуре подвергаются втулки верхней и нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала, цилиндры двигателя.
Вполне уместна здесь следующая аналогия. Говорят, что мотор – это сердце автомобиля. Если так, то хонингование можно расценивать не иначе, как кардиологию, которая обеспечивает безотказную работу всего двигателя и продление срока его службы.
Чтобы поршневые кольца работали так, как задумано производителем, стенки цилиндра должны иметь совокупность пересекающихся рисок, образующих собственный микропрофиль внутренних стенок цилиндра.
От размера и направления таких рисок зависит целый ряд важнейших параметров работы двигателя: сила сжатия, мощность, потребление смазочных жидкостей, расход горючего, износ цилиндро-поршневых узлов, срок работы двигателя до очередного обслуживания. Выточка таких рисок выполняется именно в ходе хонингования.
Вращение хона при одновременном возвратно-поступательном перемещении определяет угол хонингования цилиндров двигателя, то есть угол пересечения рисок между собой на стенках. Материал абразива, применяемого в хоне, размер зерна, смазка обусловливают шероховатость поверхности, размер и глубину рисок. Для черновой и чистовой обработки используются разные головки.
Влияние параметров хонингования на работу двигателя
Полученная в ходе хонингования шероховатость поверхности позволяет маслу удерживаться на стенках. Если поверхность будет идеально гладкой, то смазочная жидкость станет стекать с нее слишком быстро. В результате излишки масла сгорят, а новая его порция, необходимая для нормального хода поршня, не успеет поступить в цилиндр. Возникает сухое трение, которое значительно повышает износ двигателя и сокращает его эксплуатационный ресурс.
В данном случае работают простейшие физические законы. Если поверхность имеет высокую шероховатость, то на ней дольше задерживается масло, и цилиндр способен работать в режиме повышенной механической нагрузки на детали. Низкая шероховатость хуже удерживает смазку, что ограничивает предельно допустимое трение.
Если риски расположены под большим углом друг к другу, то повышается расход смазки (угар), но снижается волнистость цилиндра. В то же время малый угол между рисками позволяет экономить масло. Выбранный способ хонингования определяется задачами, которые выполняет тот или иной узел, материалами, использованными в его конструкции.
При черновом хонинговании применяется абразив с крупным алмазным зерном на медной основе. Используется большое количество смазочно-охлаждающей жидкости, которая позволяет эффективно удалять из рабочей зоны частицы материала бруска и самих стенок. В результате такой обработки формируется поверхность с высокой шероховатостью.
В этом виде цилиндр не может быть отправлен сразу в двигатель, он не обеспечит нормальную работу поршня или иных узлов. Нередко подобный способ хонингования заменяет традиционную расточку цилиндра, поскольку он позволяет выполнить данную операцию быстрее и может быть автоматизирован.
На второй стадии стенки подвергаются обработке абразивом с меньшим размером зерна – 1/150 мм, что позволяет создать новый микропрофиль, но это еще не чистовая обработка.
Чистовая шлифовка осуществляется абразивом, имеющим зернистость от 1/300 до 1/500 мм. В итоге формируется окончательный профиль поверхности, позволяющий эксплуатировать деталь в оптимальном режиме.
После чистовой шлифовки выполняете финишное крацевание. В ходе этой процедуры не изменяется микропрофиль, здесь происходит только очистка рисок от остатков материала хона и стенок, обнажаются графитовые зерна (если цилиндр изготовлен из чугуна). Это дает возможность снизить трение о поверхность сопряженных с цилиндром деталей и повысить их ресурс. На данном этапе работ применяется специальная щетка из нейлона с добавлением кремния.
При помощи устройств для хонингования блока цилиндров также производят нанесение анифрикционных покрытий на внутреннюю поверхность стенок, шлифовку цилиндров алюминиевых блоков (доступно не для всех моделей), плосковершинное хонингование.
По существу, в ходе данных процедур выполняется такая же обработка хонами, но при этом используются специфические материалы и бруски.
Оборудование для хонингования цилиндров
При ремонте блока цилиндров используются современные автоматические устройства с электронно-программным управлением. Наиболее совершенные модели позволяют отцентрировать хон по тем частям цилиндра, которые наименее изношены – в нижней и верхней трети. В результате новые риски формируются с тем же углом и направлением, что и заводской микропрофиль. Шлифовальные бруски в ходе обработки разжимаются, что позволяет пренебречь возможными огрехами формы отработанной части цилиндра. Новый профиль приобретает точную конусность и овальность, обеспечивая достаточную смазку и корректный ход поршня.
Удобство автоматической обработки в том, что в этом случае не нужно проводить классическую расточку. Расширение диаметра цилиндра, например, на 0,4 мм выполняется разными хонами в несколько этапов. Сначала используется крупноабразивная головка с диаметром зерна 0,3 мм. Далее она заменяется на брусок с зерном 0,1 мм. Окончательная обработка выполняется мелкозернистыми головками или щетками с алмазным напылением, образующими плоские вершины.
На финишном этапе расширение цилиндра составляет не более 1 микрона и не отражается на эксплуатационных свойствах детали. Происходит очистка от остатков материала стенок и головки, обнажаются зерна графита, который входит в состав чугуна. В результате удается минимизировать трение колец.
Немаловажный момент – экономия времени. Процесс хонингования четырехцилиндрового блока на подобном станке занимает не больше получаса.
Силовые элементы двигателя со сменными гильзами непросто отшлифовать при помощи хона, поскольку их сложно установить на станине строго вертикально.
Продавцы новых гильз нередко заявляют, что изделие уже прошло всю необходимую обработку и ему не нужно никаких дополнительных шлифовок. Согласившись с поставщиком, покупатель действует на свой страх и риск, поскольку без микропрофиля на стенках двигатель очень быстро износится и выйдет из строя. По этой причине настоятельно советуем выполнять хонингование даже новых гильз цилиндров.
Для того чтобы обеспечить равномерное прижатие гильзы по вертикали, используют толстую прокладку, которая по форме похожа на сам хон. В ней имеются необходимые технологические отверстия, поэтому присутствие такой прокладки никак не препятствует формированию микропрофиля.
Пластина устанавливается после монтажа гильзы и фиксируется аналогично головке блока цилиндров, в точной последовательности и при соблюдении моментов затяжки. Далее выполняется шлифовка хоном точно так же, как это делается при обработке безгильзового цилиндрового блока.
Использование пластины-прокладки помогает свести к минимуму разность размеров. Процедура включает в себя несколько этапов.
- Черновая обработка. Здесь выполнятся удаление толстого слоя металла, поэтому аналогичным способом может проводиться и традиционная расточка. Используется большое количество смазывающе-охлаждающей жидкости и хоны с алмазным зерном.
- Шлифовка бруском с зерном 150.
- Проход головкой с зернистостью 300-500.
- Крацевание. Удаление металла со стенок не производится, выполняется лишь очистка стенок от частиц материала бруска и цилиндра. На данном этапе используются специальные нейлоновые щетки с кремниевыми кристаллами.
Хонинговка циллиндров двигателя. Стоит делать или нет?

Изначально хонинговка производится заводом-изготовителем как финишная операция для повышения маслоудерживающей способности поверхностей трения зеркала цилиндра. При значительных износах в процессе работы двигателя или в случаях задиров хонинговка исчезает. В этом случае требуется предварительная расточка под ремонтный размер и хонинговка.
Товар по теме:

Присадка в двигатель «Супротек Актив Стандарт»
Для безнаддувных бензиновых двигателей объемом до 1,6 литра. Восстанавливает и выравнивает компрессию, снижает расход топлива и масла на угар, защищает поверхности трения в ЦПГ, и газораспределительном механизме от износа при запуске и перегревах.
Хонинговка блока цилиндров – что это такое

Хонинговка двигателя – операция, когда на стенки цилиндров наносится сеть рисок глубиной на порядок меньше 0,05 миллиметра. Очень важно точно выдержать направление и частоту нанесения рисок. Требование одинаково и тогда обрабатываются предварительно расточенные до нужного размера и отполированные детали.
Правильно хонингованная поверхность имеет определенную степень шероховатости, помогающую удерживать достаточное количество моторного масла. Это обеспечивает защиту от износа и герметичность пары гильза-поршень.
Присадка в двигатель «Супротек Актив Стандарт»
Для безнаддувных бензиновых двигателей объемом до 1,6 литра. Восстанавливает и выравнивает компрессию, снижает расход топлива и масла на угар, защищает поверхности трения в ЦПГ, и газораспределительном механизме от износа при запуске и перегревах.
Когда нужна хонинговка
Невозможно точно сказать, когда мотору понадобится расточка и хонинговка блока цилиндров – все очень индивидуально. Степень износа зависит от ряда факторов: качества бензина и моторного масла, стиля езды, работы охлаждающей системы и других параметров. Как правило, подобный ремонт требуется моторам с пробегом от 100 000 км.

Профессиональные автослесари-мотористы достаточно точно определяют, когда появились задиры, и мотору требуется хонинговка. Если вы заметите какой-либо из нижеперечисленных признаков, значит, нужно показать автомобиль специалисту:
- выхлоп окрасился в сизый цвет,
- заметно увеличился расход масла,
- на холостом ходу обороты нестабильны,
- снизилась мощность,
Сизый дым появляется, когда поршневое кольцо не может полностью собрать масло с поверхности цилиндра, и оно сгорает вместе с бензином. Это следствие изменившейся геометрии внутреннего канала, по которому двигается поршень. Расход смазки увеличивается по этой же причине.
Провалы на холостом ходу и потеря мощности тоже обусловлены нарушением геометрии изношенного цилиндра. Поршневые кольца уже не так плотно прилегают к стенкам цилиндра блока, появляются микроскопические зазоры, через которые газы прорываются в картер. В камере сгорания падает компрессия, что и становится причиной падения мощности.
Проскальзывающие мимо поршня продукты сгорания, не выполняют полезную работу, просто пролетают в картер. При одинаковой работе такой двигатель расходует больше горючего, чем полностью исправный агрегат. Отсюда повышенный расход топлива.
Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие

Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской компании «Супротек».
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Присадка в моторное масло «Супротек Актив Плюс»
Восстанавливает компрессию, снижает расход топлива и угар масла, уменьшает скорость износа и продлевает срок службы ДВС любого типа. Облегчает холодный пуск, защищает от перегрева в пробках.
Когда присадки не помогают
Если применение присадок не дало нужного результата, значит, задиры уже слишком большие. В этом случае требуется расточка и хонинговка цилиндров ДВС. Эту операцию можно заказать в автомобильной мастерской, или выполнить самостоятельно.
Браться за хонинговку цилиндров своими руками следует только, если вы владеете навыками слесарного дела. Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
Для этой работы потребуется специальное приспособление для хонинговки – хон. Выпускают два типа этих устройств – в виде «ершика» и в виде конструкции из трех брусков на центральном стержне. В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.

- Хон нужно вставить в патрон дрели. Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать.
- На всем протяжении операции необходимо следить, чтобы обрабатываемая поверхность и приспособление для хонинговки цилиндров орошались достаточным количеством смазывающей жидкости. Как правило, используется керосин или его смесь с маслом.
- По завершении операции нужно обязательно очистить двигатель от стружки остатков абразивного материала. Используйте мыльный раствор, чтобы смыть все твердые частицы. Когда стенки высохнут, обработайте их специальным маслом, препятствующим коррозии.
- После хонингования рекомендуется дать двигателю некоторое время, чтобы пара цилиндр-поршень приработалась. В этот период следует избегать перегрузок, внимательно следить за качеством и объемом моторного масла.
Чтобы сделать процесс приработки более качественным и щадящим, можно использовать трибосостав Suprotec Active Plus и аналог. Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Главное преимущество хонинговки своими руками в том, что двигатель не обязательно демонтировать с автомобиля. Это сильно сокращает время выполнения операции. В тоже время следует помнить, что при высокой степени износа цилиндров эта мера не поможет – обязательно нужна расточка, полировка и затем хонингование.
Профессиональные услуги
Если износ уже значительный (например, когда эллипсность цилиндра превышает 0.1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
Как выполняется расточка
На первом этапе гильза растачивается на малой скорости. Из-за высокой прочности сплава большие скорости противопоказаны – пострадает точность. При обработке металла на малых скоростях верхний слой подвергается структурным разрушениям, поэтому его необходимо удалить. Для этого и нужна хонинговка. Эта технологическая операция позволяет исправить мелкие огрехи, которые неизбежны при расточке. Обработка хонами позволяет довести канал цилиндра до идеально круглой формы (при правильном хонинговании эллипсность составляет не более 0.03 мм).
Хонинговка после расточки выполняется в два этапа. Сначала стенки обрабатываются крупным абразивом. Затем производится доводка брусками с мелким зерном. Двигатель и станок надежно закрепляются на специальном стенде. В рабочую зону непрерывно подается охлаждающе-смазывающая жидкость. На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.

Чтобы снизить износ деталей при приработке узла «поршневое кольцо-гильза», рекомендуется использовать присадку для двигателя «Актив Плюс» от компании «Супротек». Этот триботехнический состав специально разработан, чтобы создать условия для комфортной работы силового агрегата. Состав оптимизирует зазоры в парах поршень-гильза, благодаря чему выравнивается компрессия по цилиндрам. Также Suprotec Active Plus повышает эффективность работы гидрокомпенсаторов, улучшая смазку работающих узлов. Все эти факторы позволяют избежать излишнего износа деталей на стадии приработки.Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.
Последствия задиров и варианты решения
Повышенный расход масла