Процесс изготовления коленвала

Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Интересно, сколько бы стоило изготовление 10 шт. на таком станке?

Мало вероятно, что такую мелкую партию возьмутся делать)) Ради 10 коленвалов программу писать


Без машины
интересно, это понятно, тут станок вумный, а раньше как изготавливали, да и сейчас в большинстве своем, отливкой?

Да, раньше отливали и потом вырезали
Без машины
но и сейчас наверняка?я не могу представить, что у нас например, на газовском заводе подобный станок вырезает коленвалы…сколько времени уходит на один коленвал интересно у этого станка?
Коленчатый вал: то, что делает двигатель двигателем

В двигателе нет «главных» и «неглавных» деталей — все части мотора одинаково важны, и выход из строя любой из них сразу сказывается на работоспособности силовой установки. Но есть одна деталь, которая делает двигатель двигателем — это коленчатый вал, преобразующий возвратно-поступательное движение поршней и шатунов во вращательное движение. О коленчатом вале, его устройстве и роли в двигателе читайте в этой статье.
Одна из самых серьезных проблем техники — преобразование возвратно-поступательного движения во вращательное, и наоборот. Человек решил эту проблему еще 2,5 тысячи лет назад, и созданное тогда решение практически в неизменном виде используется и по сей день. Это — кривошип.
В современных двигателях внутреннего сгорания также необходимо преобразование возвратно-поступательного движения поршней и шатунов во вращательное движение вала, маховика и, в конечном итоге — колес. С этой задачей справляется все тот же кривошип, а точнее — кривошипно-шатунный механизм, главной деталью которого является коленчатый вал.
Устройство коленчатого вала
Коленвал имеет довольно-таки простое устройство: он состоит из колен, содержащих коренные и шатунные шейки, разделенные щеками. Коренные шейки — это ось коленвала, поэтому они проходят точно по его центру. Шатунные шейки, как понятно из названия, служат для крепления и приема усилий от шатунов. Так как коленчатый вал — это кривошип, то шатунные шейки смещены относительно оси вала и удерживаются с помощью щек.
Количество шатунных шеек равно количеству цилиндров, однако в большинстве V-образных двигателей на одну шейку опираются сразу два цилиндра. С другой стороны, на современных V-образных двигателях можно встретить коленвалы, в которых на каждый шатун приходится одна шейка, но спаренные шейки при этом сдвинуты относительно друг друга на 18 градусов. Коренные шейки имеют больший диаметр, чем шатунные.
Щеки выполняют несколько функций. Они не только соединяют шейки в единую конструкцию, но также играют роль противовесов для уравновешивания шатунных шеек и шатунов. Отсутствие противовесов грозит возникновением значительных вибраций, что в высокооборотных двигателях может привести к разрушению двигателя.
Наибольшие нагрузки в коленвале приходятся на места соединения шеек и щек, поэтому для равномерно распределения нагрузок на эти участки они выполняются галтелью, то есть — переход от шейки к щеке выполнен с радиусом закругления.
В целом, положение шеек и щек в коленчатом валу должно обеспечивать наиболее эффективное преобразование возвратно-поступательного движения во вращательное, предотвращать возникновение вибрации и колебаний, уравновешивать двигатель и, наконец, надежно противостоять изгибающим нагрузкам.
Полноопорные и неполноопорные коленчатые валы
Коренные шейки коленвала служат не только осью, но также и опорой всего кривошипно-шатунного механизма. Нагрузки от коленчатого вала передаются двигателю через коренные шейки, которые опираются на коренные подшипники, заделанные в картер мотора.
Существует два вида коленчатых валов, отличающихся по типу опоры:
— Полноопорные. В таких валах коренных шеек больше, чем шатунных, при этом коренные шейки расположены по обеим сторонам шатунных шеек, чередуясь с ними (и коренных шеек на одну больше, чем шатунных);
— Неполноопорные. В таких коленчатых валах коренных шеек меньше, чем шатунных, при этом с обеих сторон щеки может быть две смещенных на определенный угол шатунных шейки.
Неполноопорные коленвалы имеют более простую конструкцию, однако они из-за меньшего количества точек опоры на картер двигателя должны быть более жесткими и прочными, а значит — и более тяжелыми. Поэтому сегодня большее распространение получили полноопорные коленчатые валы, которые при более сложном производстве получаются более легкими и надежными.
Подшипники
Коленчатый вал опирается на подшипники скольжения (также называемые вкладышами), заделанные в картер двигателя. Также подшипники скольжения предусмотрены для опоры шатунов на коленчатый вал. Эти подшипники выполнены из стальной ленты, покрытой специальным антифрикционным сплавом, снижающим силы трения между подшипником и валом.
Смазка коленвала и деталей КШМ
Особый вопрос — смазка частей коленчатого вала и всего кривошипно-шатунного механизма. Вопрос этот действительно очень важен, так как для опоры коренных шеек на картер и шатунов на шатунные шейки используются подшипники скольжения, которые могут нормально работать только при постоянном наличии смазки.
Для подачи масла к трущимся частям и деталям внутри коленвала во всех его шейках и щеках предусмотрены каналы. А чтобы обеспечить надежное поступление масла к подшипникам, его подача осуществляется под давлением.
Взаимодействие коленчатого вала с другими деталями
Как было сказано, коленвал принимает нагрузки от шатунов, преобразуя их в крутящий момент. Этот момент передается через хвостовик (заднюю выходную часть вала) маховику и далее — трансмиссии. Через другую часть вала — переднюю, или носок — крутящий момент передается на вал газораспределительного механизма и вспомогательные системы двигателя.
Также на носке часто монтируется гаситель крутильных колебаний — несложное устройство из двух дисков, соединенных через пружины, резиновую прокладку, силиконовую жидкость или иной упругий материал. Гаситель сводит к минимуму возникающие во время работы двигателя крутильные колебания вала, снижая риск его повреждения.
Производство коленчатых валов
Коленчатый вал во время работы испытывает большие нагрузки, поэтому данная деталь даже для мощных дизельных двигателей изготавливается цельной. Сборные коленвалы показали свою несостоятельность в высокооборотных двигателях, и в автомобильных моторах сейчас они практически не используются.
Для изготовления валов применяются сталь или чугун. Коленчатые валы из чугуна производятся методом отливки, валы из стали — ковкой или штамповкой. В дальнейшем оба вида коленвалов подвергаются разнообразной механической обработке для достижения необходимых параметров — чистоты поверхности шеек, балансировки и т.д.
Другие статьи
#Омывающие жидкости
29.09.2023 | Статьи о запасных частях
Зима и лето, два полюса, между которыми меняется весь наш мир. И в этом мире существуют омывающие жидкости — помощники, которые обеспечивают нашу безопасность на дороге. В этой статье мы окунемся в мир омывающих жидкостей и узнаем, какие они бывают, от чего зависит их температура замерзания и как их правильно выбрать.
#Рассухариватель клапанов
21.06.2023 | Статьи о запасных частях
Замена клапанов двигателя внутреннего сгорания затрудняется необходимостью съема сухарей — для этой операции используются специальные рассухариватели клапанов. Все об этом инструменте, его существующих типах, конструкции и принципе действия, а также о его выборе и применении читайте в данной статье.
#Переключатель света с регулировкой шкалы
14.06.2023 | Статьи о запасных частях
Во многих отечественных автомобилях ранних выпусков широко использовались центральные переключатели света с реостатом, позволяющим регулировать яркость подсветки приборов. Все о данных устройствах, их существующих типах, конструкции, работе, а также об их правильном выборе и замене читайте в статье.
#Пластина распределителя зажигания
07.06.2023 | Статьи о запасных частях
Одной из основных деталей распределителя зажигания является опорная пластина, отвечающая за функционирование прерывателя. Все о пластинах прерывателя, их существующих типах и конструктивных особенностях, а также о подборе, замене и регулировках данных компонентов подробно рассказано в данной статье.
Коленчатый вал двигателя

Коленчатый вал двигателя воспринимает действия расширяющихся газов при рабочем ходе поршней, передаваемые шатунами, и преобразуем их в крутяший момент. Кроме того, коленчатый вал обеспечивает движение поршней во время вспомогательных тактов и пуска двигателя.
Материал изготовления коленчатых валов
Коленчатые валы двигателя изготовляются штамповкой из средне углеродистых легированных сталей и литьем из модифицированного магнием чугуна в зависимости от конструктивных и технологических особенностей коленчатых валов.
Устройство коленчатого вала
Коленчатый вал состоит из коренных и шатунных шеек, соединенных щеками, к которым крепятся противовесы (могут быть отлитыми как одно целое с налом) переднего конца коленчатого вала, на котором имеются посадочный поясок крепления газораспределительного зубчатого колеса и шкива. На заднем конце коленчатого вала имеется маслоотражательный гребень, маслосгонная резьба и фланец (может отсутствовать) для крепления маховика. В торце имеется гладкое отверстие иод подшипник дли опоры ведущего вала коробки передач. В коренных шейках для масляных каналов выполнены отверстия пол углом к пустотелым шатунным шейкам, гле масло дополнительно очищается под действием центробежных сил.
Форма коленчатого вала
Форма коленчатого вала определяется числом и расположением цилиндров, порядком работы и тактностъю двигателя. В большинстве случаев применяют полноопорные коленчатые валы, т.к. каждая шатунная шейка расположена между коренными. Для повышения износостойкости поверхностный слой коренных и шатунных шеек подвергают закалке на глубину 3—4 мм с нагревом ТВЧ. После термической обработки шейки валов, проводят шлифование шеек и полируют. Для повышения жесткости и надежности коленчатых валов применяют перекрытие шеек. Перед капитальным ремонтом двигателя проводят исследование дефектов коленчатого вала. После чего составляют технологическую последовательность ремонта по устранению дефектов коленчатого вала.
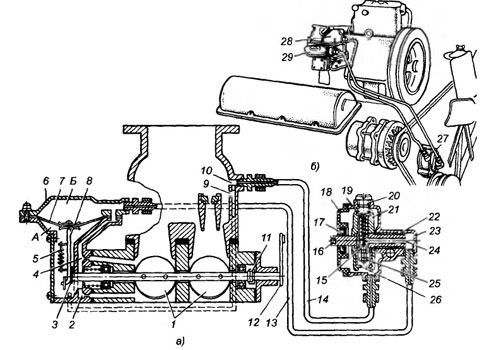
Ограничитель максимального вращения коленчатого вала служит для.
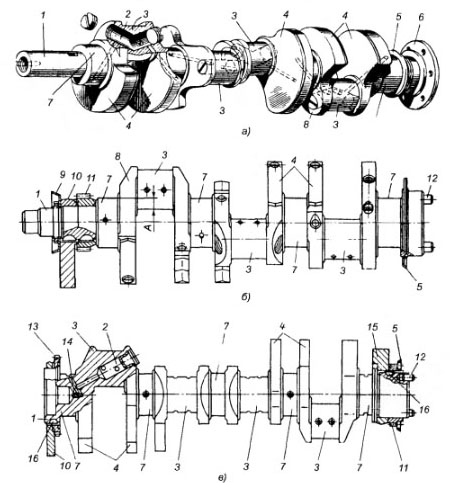
Коленчатые валы двигателя:
а — двигателя автомобиля ЗИЛ-130; б — двигателя ЯМЗ — 236; в — КамАЗ-740; 1 — передний конец вала; 2 — грязеуловитель; 3 — шатунная шейка; 4 — противовесы; 5— масло отражатель; 6 — фланец для крепления маховика; 7 — коренная шейка; 8 — щека; 9 — гайка; 10 и 15 — съемные противовесы; 11 — распрелелтельное зубчатое колесо; 12— установочный штифт; 13 — зубчатое колесо привода масляного насоса; 14 — винт: 16 — шпонка; А — величина перекрытия шеек.
Как куют коленвалы
Вы когда-нибудь интересовались, как изготавливают кованые коленвалы? Давайте посмотрим какие материалы для этого используют, как куют валы и как их упрочняют. Но наш краткий обзор этим не ограничится – мы вспомним и про литые коленвалы, и про «вырезанные» из цельного куска металла. Отдельно надо отметить, что разговор пойдет о коленчатых валах, предназначенных для вторичного рынка – то есть для рынка запасных частей.
Кованые коленчатые валы.
Каждый производитель коленчатого вала часто использует собственную технологию, но базовый принцип у всех один – стальная болванка, как правило – литая, нагревается в печи до температуры 1200–1300° C. При этом сталь становится достаточно пластичной (но не жидкой) и легко меняет форму. Затем горячую заготовку помещают в ковочную машину и формуют, задавая примерную форму будущего коленвала. «Обжатие» выполняется либо ударами молота, либо прессованием. В обоих случаях цель – целенаправленная деформация металла, нужная не только для точного заполнения формы, но и для увеличения прочности заготовки путем уплотнения и упорядочивания её структуры. Как правило, размер исходной отливки намного больше, чем объем внутри матрицы. Обычно заготовка (слиток) примерно в два раза тяжелее будущего готового изделия – коленчатого вала. Соответственно, при ковке или прессовании, избыток материала выдавливается по стыкам формы, образуя так называемый «облой», который затем срезают на обрезном прессе (см. фото 1–5):

Фото 1. Процесс ковки начинается со стального слитка, который нагревают приблизительно до 1300° C, когда материал становится пластичным

Фото 2. Разогретую заготовку помещают в ковочный штамп и молот несколько раз ударяет по нему с усилием 110 тонн

Фото 3. После завершения процесса поковка готова к извлечению из штампа

Фото 4. Клещи извлекают поковку из нижней половины штампа

Фото 5. Клещи захватывают поковку коленвала именно за облой – избыток материала, который выдавило через зазор между половинами матрицы. При последующей обработке облой будет срезан
Поковку, с обрезанным облоем и грубой, шероховатой, поверхностью (см. фото 6), затем подвергают термообработке – закалке и отпуску.

Фото 6. Остывшие поковки готовы к механической обработке
Поскольку при этом будущий коленвал может деформироваться (например – изогнуться) на величину до 1,5 мм, то такую процедуру лучше делать непосредственно перед механической обработкой.
У разных производителей разные методы, но обычно для подобной закалки используют водный раствор гликоля. Затем будущий коленчатый вал обрабатывают на металлорежущих станках – для получения окончательной формы. Затем нужно снять остаточные напряжения, возникающие при механообработке. Это опять делают в печи, нагревая коленвал до 200–315° C, причем продолжительность и нагрева, и последующего остывания тщательно контролируется (см. фото 7 и 8).

Фото 7. Отпуск (нагрев и охлаждение) осуществляется в специальной печи

Фото 8. Некоторые коленвалы также подвергают криогенному отпуску – для повышения прочности
После этого проводят финишную механическую обработку детали – шлифование – получая требуемую шероховатость поверхности коренных и шатунных шеек. И, наконец, последняя стадия – упрочнение поверхности шеек (см. фото 9 и 10).

Фото 9. Как для получения алмаза нужно высокое давление и время, так и кованый коленвал получается в результате сильного нагрева и давления (а также – немного прецизионной механообработки)

Фото 10. Структура и прочность кованого коленвала значительно лучше, чем у литого. Здесь показан коленвал для мотора «big block» Chevrolet, тщательно обработанный с высочайшей точностью
Для наглядности мы приводим замечания нескольких производителей коленвалов, которые уточняют некоторые подробности производственного процесса.
Кстати, когда заготовку коленвала куют молотом, то по словам Джона Каллайса, из компании Pacific Forge, боёк бьет по форме несколько раз, пока её половинки не сомкнутся. При этом давление может составлять до 17 тысяч атмосфер.
При взгляде на готовую поковку, хорошо заметна линия, которая выглядит как широкая линия «разъема», поэтому некоторые воспринимают ее как свидетельство того, что вал был отлит, а не откован. Однако подобная линия «разъема» – лишь остаток облоя: избытка стали, которая была вытеснена из штампа во время ковки. Облой, иногда не совсем правильно называемый заусенцами, удаляют с поковки при обработке коленчатого вала на обрезном прессе. Иногда эти участки обрабатывают очень тщательно и остатки облоя удаляют полностью, так что на поверхности коленвала не остается и малейшего следа. А в других случаях область обрезки может быть обработана не так старательно и остается небольшой выступ, который указывает на линию разъема штампа. Подобный выступ – не свидетельство каких-то проблем и влияет только на внешний вид. Другими словами, даже кованые коленвалы могут иметь «шов» по линии сопряжения матрицы. Это нормально и не представляет никакой проблемы с точки зрения качества детали.
Основы металлургии.
Ниже приведены общие отраслевые рекомендации по материалам, используемым для изготовления стальных поковок. Хотя информация, в целом, универсальна, надо иметь в виду, что некоторые производители коленвалов разработали свои собственные уникальные, запатентованные, марки сталей. Однако, все производители коленвалов, с которыми мы общались, используют для своих поковок сталь марки «4340».
Углеродистая сталь «4340»
Низколегированная сталь с содержанием углерода 0,4%. Кроме углерода в её состав входят и другие элементы: никель, хром и молибден. Эта марка стали известна своей вязкостью, высокой прочностью при термообработке, при одновременном сохранении хорошей усталостной прочности (отечественный аналог – сталь 40Х2Н2МА).
Хорошо поддается механической обработке в отожженном или нормализованном состоянии, как сказано выше. В отожженном состоянии обладает хорошей пластичностью, поэтому большинство операций формования выполняются после отжига. Деталям можно придавать форму изгибом или прессованием.
Упрочнение производят при нагреве до 830° C, с последующим охлаждением в масле. Для достижения наибольшей прочности сталь надо нормализовать при 900° C. Ковка может производиться в диапазоне от 980 до 1230° C. Стоит отметить, что сталь «4340» очень хорошо поддается и холодной формовке. Поэтому иногда можно обойтись и без «горячей» обработки.
Полный отжиг может быть выполнен при 840° C, с последующим контролируемым охлаждением печи со скоростью не более 28-30° C в час, до 315° C. После этого деталь можно оставить остывать на воздухе.
Сталь «4340» считается хорошо прокаливаемой. При термообработке высокая прочность поверхностного слоя обеспечивается на большую глубину, даже для довольно крупных деталей.
Характеристики стали «4340»
- Предел текучести – 1150 МПа.
- Относительное удлинение – 17,1%.
- Углерод (C) – не более 0,43%
- Хром (Cr) – 0,70–0,90%
- Железо (Fe) – не менее 96%
- Марганец (Mn) – 0,70%
- Молибден (Mo) – 0,20–0,30%
- Никель (Ni) – 1,83%
- Фосфор (P) – менее 0,035%
- Кремний (Si) – 0,23%
- Сера (S) – менее 0,04%
Что говорят производители.
Например, фирма Crower Cams & Equipment Co., Inc. использует сталь «4340» или «EN30B» (её тоже часто используют для заготовок). Поковки изготавливают с помощью молота, все производственные операции делают в США. Детали подвергаются термообработке для получения твердости сердцевины около 36 HRC. После механической обработки и финишного шлифования шейки валов азотируются, для получения требуемой твердости поверхности, на глубину около 0,05–0,08 мм. Керри Новак из Crower отметил, что они не упрочняют поверхность на большую глубину, чтобы не создавать потенциальные очаги концентрации напряжений.
Компания SCAT Crankshafts вместо традиционного кузнечного молота использует прессование. По словам Тома Либа, прессование выполняется в три этапа. Причем сначала формируются передняя и задняя части коленвала: 1-я коренная шейка и носок, а также – последняя коренная шейка и хвостовик. Причем, при формовке прочих коренных шеек, давление пресса создает своего рода «клин» из металла заготовки, который формирует соответствующий противовес. Том отметил, что эта новая технология реализована с использованием новейшего немецкого прессового оборудования. Как и при ковке молотом, избыток материала вытесняется из штампа, и затем обрезается. После отпуска и механической обработки деталь подвергают азотированию для упрочнения поверхности шеек.
«Закалка металла – это как выпечка торта» – отметил Том Либ. – «Сталь включает в себя и другие элементы, такие как ванадий, марганец, никель и т. д. Процесс термообработки учитывает свойства различных легирующих элементов и то, как они взаимодействуют. Хромомолибденовые стали мы нагреваем примерно до 1430° C, с последующим погружением в нагретый гликоль. Процесс закалки контролируется так, чтобы все элементы «держались за руки» и получалась требуемая зернистая структура. Мы применяем непродолжительное азотирование, чтобы создать чрезвычайно твердую поверхность на глубину около 0,05–0,1 мм. Можно, конечно, и увеличить толщину твердого слоя, но это может привести к растрескиванию. Если вам потребуется шлифовать шейки в ремонтный размер, то придется повторно азотировать их после обработки».
Джо Сквайрс, представляющий другого производителя – Bryant Racing, говорит: «90% того, что мы делаем, – штампованные коленвалы. Но мы также предлагаем несколько видов кованых валов. В основном мы закупаем кованые заготовки у Ford и GM (те же поковки, которые ранее использовались в NASCAR). Мы их термически обрабатываем, шлифуем шейки и азотируем их на глубину до 0,127 мм. Наши коленвалы сделаны из стали Timken «4340». Затем их нагревают, подвергают криогенной стабилизации, для снятия напряжений и проводят ионно-плазменное азотирование».
Мэтт Сэдлер из компании Lunati отметил, что они также используют сталь «4340» и азотируют поверхность шеек на глубину 0,254–0,305 мм.
Фирма Callies тоже использует для своих поковок сталь марки «4340», но с фирменным процессом термообработки – Perma-Tough, который «изменяет микроструктуру стали» и обеспечивает большую глубину закалки поверхности шеек. Они утверждают, что «даже после шлифовки шеек на 0,76 мм наши валы можно использовать без всяких сомнений».
Джон Партридж из Bullet Racing Cams рассказал нам, что они термически упрочняют свои валы после ковки до 32–34 HRC. После окончательной механической обработки их азотируют, доводя твердость поверхности шеек до 62–65 HRC, на глубину около 0,31–0,51 мм. А заготовки получают как с американских, так и зарубежных заводов.
К-1 Technologies, подразделение компании Carrillo, предлагает как кованые, так и «точеные» коленвалы, изготовленные из стали «4340» и азотированные, для повышения ресурса подшипников.
Причем, все без исключения производители коленчатых валов, с которыми мы общались, куют валы без «скручивания».
Ковать или резать?
Некоторые ваши собеседники могут считать, что кованый вал однозначно лучше, а другие – как раз наоборот. Мы не будем обсуждать этот вопрос здесь. Однако, одним из неоспоримых преимуществ «вырезания» коленвала из цельной заготовки является относительная простота процесса и его универсальность. Написав соответствующую программу для станка с ЧПУ, вы можете получить коленвал любой конфигурации, без ограничений, накладываемых формой матрицы для штамповки. Это также исключает затраты и время на изготовление ковочного штампа. Другими словами, механическая обработка заготовки, в отличие от ковки, позволяет создать коленчатый вал любой конструкции гораздо быстрее и проще. Но в любом случае исходная заготовка была откована либо в виде цилиндрической болванки (см. фото 11), либо в форме, близкой к заданной чертежом.

Фото 11. Заготовки круглого сечения, из которых на станках с ЧПУ «вырезают» коленвалы
Со «скручиванием» или без.
Коленчатые валы для шести- или восьмицилиндровых двигателей имеют шатунные шейки, расположенные в разных плоскостях. Ковать подобные валы можно либо со «скручиванием» или без него. Поскольку ковка требует использования матрицы, очевидно, что эта матрица должна состоять, как минимум, из двух половин. Для коленвала, который изготавливают со «скручиванием», используется довольно простая форма, где оси всех шеек расположены в одной плоскости. Это облегчает извлечение готовой поковки из матрицы. Но сразу после этого, пока поковка еще горячая, и поэтому пластичная, её в буквальном смысле скручивают – для получения правильного взаимного расположения шатунных шеек. Однако при этом структура поковки нарушается, что создает потенциально слабые места – с концентраторами напряжений. Чтобы отковать коленвал без необходимости его «скручивать» нужна более сложная матрица – из нескольких частей – чтобы сделать ее разъемной. Это одна из причин того, что ковка без «скручивания» дороже, чем с ним. Тем не менее, все производители коленвалов, с которыми мы общались, куют валы без скручивания.
Упрочнение поверхности.
Усталостная прочность шеек коленчатого вала может быть увеличена за счет индукционного упрочнения, азотирования или прокатки роликом, т. е. – пластической деформацией.
Индукционное упрочнение заключается в нагреве детали под воздействием сильного переменного магнитного поля (ТВЧ), до необходимой температуры, с последующей закалкой. Подобное упрочнение не затрагивает сердцевину шейки. Индукционная закалка не очень часто используется изготовителями коленвалов из-за того, что результат не очень хорошо контролируется. Глубина закалки может быть нестабильной и, в результате, могут появиться очаги повышенной твердости, что ведет к хрупкости и формированию концентраторов напряжений.
Если коленвал нагреть до красного каления, то это может существенно уменьшить прочность сердцевины. Кроме того, поскольку у разных элементов коленчатого вала различается и толщина материала, то, если кривошип не охлаждать управляемым образом, то будут созданы зоны повышенных напряжений. В общем, индукционное упрочнение – не очень хорошая идея. Это может привести к растрескиванию поверхности, нежелательному изгибу и неравномерному износу вкладышей подшипников.
Азотирование – это упрочнение поверхности за счет насыщения ее азотом. Оно выполняется после механической обработки, снятия напряжений, закалки и отпуска. Деталь нагревают в специальной камере, через который пропускают нагретый аммиак и газообразный азот. Азот реагирует с углеродом на поверхности стали, с образованием нитридов. Это приводит к значительному повышению твердости поверхности, которая становится более устойчивой к износу и, одновременно, увеличивает усталостную прочность детали. Азотированию подвергается весь коленвал, а не только шейки и хвостовики. Время, в течение которого деталь азотируют, определяет глубину упрочняемого слоя – чем дольше вал находится в камере, тем глубже становится твердый слой. Каждый производитель коленвалов имеет свой взгляд на оптимальную глубину упрочнения поверхности. Толщина подобного слоя должна быть достаточно большой, чтобы обеспечить требуемую стойкость к износу и необходимую поверхностную прочность, но не настолько большой, чтобы сделать вал хрупким. В разговорах со многими производителями коленвалов выяснилось, что толщина упрочнённого слоя колеблется от 0,05 мм до 0,5 мм. (Впрочем, Callies утверждает, что возможно шлифование шеек вала на величину до 0,76 мм без потери твердости).
Компания SCAT считает, что типичная продолжительность цикла азотирования составляет 24 часа, и даже более (см фото 12). Особо заметим: процесс азотирования подбирается для каждой конкретной марки легированной стали. Если сталь не соответствует спецификации, вал при азотировании может изгибаться, ломаться или трескаться. Звучит неприятно, но это полезное явление, так как помогает контролировать качество исходного материала.

Фото 12. Упрочнение поверхности азотированием – это воздействие на коленвалы азотной смеси. При этом азот реагирует с поверхностью детали, формируя твердый слой. Глубина азотированного слоя обязательно контролируется
Что же касается ремонта коленвала, то, если шейки надо шлифовать в ремонтный размер, скажем – на 0,5 мм, то вы потеряете первоначальную твердость поверхности. Некоторые специалисты по ремонту двигателей, или их клиенты, полагают, что такой вал нельзя больше использовать из-за недостаточной твердости шлифованной поверхности. На самом деле это вполне решаемая проблема. После шлифования азотирование можно выполнить повторно.
Обкатка роликом, или накатка, представляет собой радиально-симметричный процесс деформации поверхности металла, используемый для контроля шероховатости поверхности шеек, увеличения твердости и снятия остаточных напряжений.
Можно сказать, что при высоком давлении профилированным роликом поверхность шеек «выглаживается», вместо того чтобы удалять металл шлифованием. Коленвал устанавливают на специальном станке для обкатки, зажав с обоих концов и с опорой в середине. Специальный инструмент располагается у каждой шейки. Когда вал начинает вращаться инструмент, под давлением 1780–5340 Мпа, прижимается к поверхности шеек. Этот процесс снимает остаточные напряжения и увеличивает твердость поверхности – прирост прочности может достигать 300% (см. фото 13–15)

Фото 13. «Геометрию» шеек готового коленчатого вала проверяют с помощью специального измерительного прибора – профилометра

Фото 14. Проверка прочности коленвала на испытательном стенде

Фото 15. Готовые кованые валы готовы к приемке ОТК
Облегчение коленчатых валов.
Слово «легче», само по себе, обычно подразумевает «лучше». Однако нам нужно четко понимать один важный факт: готовый коленвал всегда требуется балансировать, чтобы уравновесить вращающиеся и движущиеся возвратно-поступательно массы. Если мы слишком сильно облегчим противовесы, нам придется снова добавлять некоторую массу. Сделать это можно, используя особые штифты из вольфрамового сплава, которые вставляют в отверстия, высверленные в противовесах. Плотность подобного материала примерно вдвое выше плотности стали. Данная процедура значительно обесценивает эффект от снижения массы. Поэтому облегчение любого коленвала должно происходить с учетом требований надлежащей балансировки.
Имеется несколько способов удаления излишков массы с коленчатого вала, но у каждого из них свои особенности. Например, сверление отверстий по оси коренных шеек служит двум целям: прежде всего – снижает вес коленвала (и двигателя), а во-вторых, улучшает циркуляцию картерных газов. Например, если в поддоне есть маслоотражатель, то это может изолировать пространство под каждым цилиндром в картере. Подобные сверления уравнивают давление в разных секциях картера, пропуская газы для улучшения циркуляции. Так, Том Либ из компании SCAT рассказал нам, что при разработке двигателя GMC серии LS1 давление в разных секциях картера настолько сильно различалось, что неконтролируемые утечки масла и газов из-под прокладок и крышек появлялись во многих местах. В результате SCAT смог решить проблему, сделав отверстия по оси коренных шеек.
Шатунные шейки также могут быть высверлены, что уменьшает общую массу коленвала, а еще способствует снижению массы противовесов, особенно при использовании облегченных шатунов и поршней. Но подобные отверстия в шатунных шейках должны выполняться с учетом необходимости создания масляных каналов – для подачи масла к шатунным подшипникам. Но подобная процедура очень облегчает балансировку коленвала. «Высверленные» шатунные шейки позволяют удалить 1,4–1,8 кг с коленвала для «small block» Chevrolet, или 1,8–2,7 кг – для мотора «big block», причем без заметного снижения прочности.
«Подрезка», то есть снятие металла с противовесов в определенных местах и их последующее профилирование – со скруглением или заострением также являются эффективными способами уменьшения веса, но, опять же, с учетом полной картины балансировки. По словам Тома Либа, когда коленвал изначально делают на станке с ЧПУ, то специалисты SCAT задают профиль противовесов сразу, то есть – программно. Когда же коленвал куют, то «избыток» материала на противовесах получается как побочный продукт процесса ковки. Поэтому покупатель может просто скруглить края противовесов, например на токарном станке, и сэкономить на этом 340–450 грамм. А если заострить кромки как лезвие ножа, то можно скинуть 1,8–2,3 кг. Но опять же, количество снятого металла должно определяться исходя из массы уравновешиваемых частей.
«Многие парни тратят очень большие деньги на легкий коленвал, – отмечает Либ, – и затем вынуждены устанавливать передний шкив-демпфер диаметром 200 мм и массой 5,45 кг, что, в итоге, просто «обесценивает» установку очень легкого коленвала. Но в физике есть понятие момента инерции — здесь его можно рассчитать упрощенно, умножив массу на квадрат радиуса.
Так, для 200-мм демпфера, который весит 5,45 кг, радиус равен 100 мм. Этот радиус в квадрате (100×100) равен 10 тысячам. Когда вы умножаете 10000 на 5,45 получается 54500. Просто заменив его на демпфер диаметром 150 мм, который весит около 3,63 кг, вы уменьшите это значение до 20419, то есть – в 2,67 раза».
Главное достоинство использования более легких шатунов и поршней (помимо лучшей приемистости мотора) заключается в том, что вы снижаете нагрузки, передаваемые на коленчатый вал. В двигателе с предельной частотой вращения 6500 об/мин поршень может создавать усилие, равное почти 5,5 тоннам, когда шатун останавливает его в верхней мертвой точке. При уменьшении массы поршня и шатуна это усилие снижается, что уменьшает нагрузку на коленвал.
Так что любой способ снижения нагрузки на коленвал приводит к заметному увеличению его надежности и долговечности.

Майк Мавриджан написал множество технических статей для различных автомобильных изданий и книг для CarTech и HP Books.