Вкладыши коленвала: неисправности и подбор новых деталей
Одним из важнейших элементов привычного нам ДВС является коленвал. За счет него энергию от сгорания топлива можно передать смежным элементам и обеспечить вращение колес. Ключевой момент здесь: вал вращается. На первый взгляд ничего особенного, но любой инженер подтвердит, что работа с вращающимися элементами требует особого подхода. Ведь необходимо обеспечить вращение для вибраций, а также нагрева, обусловленного действием сил трения. В этом очень помогают вкладыши коленвала, представляющие собой полукольца с т.н. антифрикционным покрытием. На первый взгляд, очень простая вещь, однако грамотному автолюбителя нужно знать об этих элементах коленвала все. Об устройстве вкладышей, их неисправностях, а также методике замены вы узнаете из материала Avto.pro.
Подробнее о детали
Вкладыши коленчатого вала – это подшипники скольжения, являющиеся конструктивными элементами кривошипно-шатунного механизма ДВС. Ответственны за снижение потерь на трение и предотвращение клина деталей в месте контакта коленвала с постелью блока мотора (коренные вкладыши) и шатунами поршней (шатунные вкладыши).
- Коренные. Такие вкладыши располагают между самим валом и теми местами, в которых он проходит через корпус двигателя;
- Шатунные. Их устанавливают между шатунами и шейками автомобильного коленвала.
Как уже было указано выше, вкладыши коленвала не похожи на классические роликовые или шариковые подшипники – они выглядят как обычные полукольца . Дело в том, что обычные подшипники не выдержат нагрузок, которые выдает силовой агрегат автомобиля. Лишь в некоторых маломощных моторах установлены подшипники качения, тем временем как наиболее распространенными являются именно подшипники скольжения . Резюмируя, назначение вкладышей коленчатого вала в следующем:
- Обеспечить нормальную передачу сил и моментов, которые возникают при работе силового агрегата;
- Минимизация сил трения, которые возникают в местах контакта коленвала, опор блока цилиндров, а также шатунов;
- Центровка деталей, правильное позиционирование;
- Распределение масла.
Здесь стоит отметить, что со временем геометрия вкладышей меняется. Сильно изношенные детали необходимо менять, но в качестве замены не всегда подходят оригинальные вкладыши , установленные еще на заводе автоконцерна. Рекомендуется установка вкладышей ремонтных размеров, толщина которых больше. Если на старый двигатель установить не ремонтные вкладыши, зазор между деталями будет слишком большим, что может вылиться к появлению стуков и интенсивному износу коленчатого вала.

Как устроены вкладыши коленвала
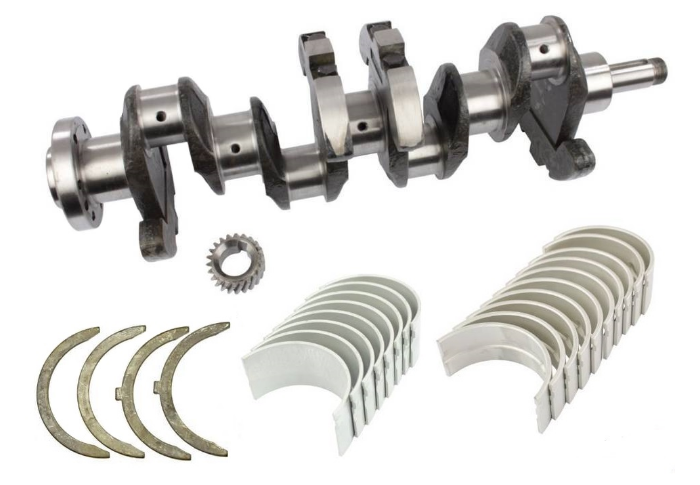
Конструкция современных подшипников скольжения коленчатого вала составная. Она включает в себя пару металлических полуколец, которые охватывают шейку коленчатого вала и снизу, и сверху. Сами полукольца при этом плоские – иначе бы не удалось создать достаточно небольшой зазор между вкладышем и валом . Кроме того, во вкладышах предусмотрены такие элементы:
- Одно или два отверстия, через которые масло может двигаться к масляному каналу;
- Продольная канавка, если это коренной вкладыш (нижний) или же верхний шатунный;
- Боковые стенки, если вкладыш упорный;
- Фиксирующий замок, выполненный в виде пазов под штифтовое крепление или в виде шипов.
Запчасти на Mazda 2
2 hatchback (DE) (06.07 — 06.15)
Запчасти на Mazda 2
2 hatchback (DE) (06.07 — 06.15)
Сами вкладыши при этом бывают биметаллические или же триметаллические . Самыми простыми и распространенными являются именно биметаллические вкладыши, основой которых является полосы 0,9 – 4,0 миллиметра толщиной из стали и с антифрикционным покрытием, толщина которого составляет 0,25 – 0,40 миллиметра. Как правило, такое покрытие выполнено из мягкого сплава меди, свинца и олова. Реже встречается сплав из меди, алюминия и олова, а также свинца, алюминия, олова и кремния. Как правило, медь и алюминий составляют 75% сплава.
Менее распространенные триметаллические вкладыши коленвала имеют специальный покровный слой очень малой толщины. Он призван защитить вкладыш от коррозии и быстрого износа. Состав сплава почти аналогичен составу для антифрикционного слоя, вот только в нем содержится очень много свинца и довольно мало меди. Кроме того, самые продвинутые и дорогостоящие вкладыши могут иметь дополнительные защитные слои – один с внутренней, а второй с наружной стороны. В составе защитных слоев может встречаться олово и никель. Сразу отметим, что подшипники скольжения имеют иногда имеют весьма занятные исполнения, так как автоконцерны могут создавать вкладыши по-своему, не руководствуясь единым стандартом.
Причины и признаки неисправности
Вкладыши могут выходить из строя по ряду причин. Разумеется, эксплуатационный ресурс вкладышей очень большой, так что автолюбители не так часто сталкиваются с необходимостью их замены. Но если поломка все же случилась, действовать нужно незамедлительно. Рекомендуется сразу обратиться на СТО, где двигатель сможет осмотреть специалист. Однако продлить эксплуатационный ресурс вкладышей автолюбитель может. Вот по каким причинам данные детали могут выходить из строя:
- Попадание инородных тел;
- Усталость металла;
- Износ вследствие проникновения олова;
- Коррозия поверхности;
- Грязевая эрозия;
- Недостаточное смазывание;
- Эрозия из-за кавитации;
- Несоостность.
Как видите, причин выхода из строя довольно много. Давайте рассматривать их по порядку. Касательно первой причины: если на рабочую поверхность вкладыша попадают инородные тела или же грязь, дальнейший износ вкладыша происходит ускоренно. Строго рекомендована очистка системы и замена подшипников, если они имеют критический износ. Касательно второй: усталость может быть вызвана как длительной эксплуатацией, так и чрезмерной нагрузкой на деталь. Стоит опасатьс я как установки низкокачественных вкладышей , так и недогорания топлива в камерах и неправильного тюнинга мотора. Кроме того, имеет смысл проверить форму шейки вала. Касательно третьей: если вкладыш перемещается на своем посадочном месте, в местах, где слой олова значителен, он может изнашиваться намного сильнее. Здесь рекомендован осмотр, очистные работы и корректировка. Касательно четвертой причины: ускоренный износ детали и появление на ней следов коррозии зачастую связано с применением низкокачественного моторного масла . При этом особняком стоит выход вкладышей из строя вследствие грязевой эрозии (пятый пункт списка). На вид все просто: из-за скопления грязи на вкладышах, а в иных случаях и в области вокруг масляных отверстий, детали изнашиваются быстрее. На деле же причин, по которым в системе появляется так много грязи, несколько. Рекомендована замена масла, а также масляных и воздушных фильтров.

Одной из самых частых причин, по которой любые вкладыши приходится менять чаще обычного, кроется в невысоком качестве смазывания (шестой пункт списка). Вследствие возникновения сухого трения вкладыши могут изнашиваться очень сильно. Рекомендуется проверить систему смазывания агрегата, а также убедиться в опор вкладышей и общей целостности вала. Касательно седьмой причины: проверьте, нет ли в моторном масле примесей антифриза от утечки. Также имеет смысл убедиться в правильности зазоров вкладышей . В иных случаях эрозия из-за кавитация может быть вызвана частой детонацией топлива и слишком большой скоростью тока моторного масла в системе. Сам вкладыш при этом будет иметь хорошо заметные точки вымывания. И, наконец, что касается восьмой причины: если вкладыш сильно изнашивается ближе к кромке, нужно проверить правильность расположения осей вкладышей и шейки.
Выявить поломку вкладыша зачастую удается лишь в самый последний момент. Именно по этой причине производители автомобилей рекомендуют периодически проводить диагностику двигателя, менять вкладыши, опционально производить шлифовку шеек коленчатого вала. Если вы слышите глухой металлический стук в районе двигателя, критически высока вероятность того, что его источником является вал с изношенными вкладышами. Как показала практика, стук шатунных вкладышей имеет высокую резкость и очень хорошо прослушивается, если вы удерживаете холостые обороты и затем резко подгазовываете.
Немного о подборе вкладышей
Самостоятельный подбор вкладышей – довольно рисковое дело, так как вероятность выбрать деталь, которая не вполне подходит к коленвалу вашего автомобиля, будет сложно. Дело в том, что потенциальному покупателю важно учитывать не только совместимость запчасти с автомобилем, но еще и состояние некоторых его узлов. В данном случае речь идет об коленчатом вале, который еще и придется отшлифовать. Так что без обращения к эксперту, который разберет двигатель и проведет диагностику, зачастую не обойтись. Вполне вероятно, что придется устанавливать ремонтные вкладыши большой толщины . Такие детали можно искать по следующим параметрам:
- Данные автомобиля;
- VIN-код;
- Код подходящего вкладыша.
Проще всего вести поиски в каталогах интернет-магазинов. Там автолюбитель сможет, к примеру, найти оригинальные вкладыши и, отталкиваясь от них, подобрать ремонтные. Если старые вкладыши просто износились по причине длительной эксплуатации и значительных нагрузок, есть вероятность того, что дефектовка коленчатого вала не потребуется. Из этого следует, что подходящие вкладыши будет подобрать несколько проще.
Если вы хотите выполнить как можно более значительный объем работ самостоятельно, то для начала вам придется определить показатель зазора . Для этого нужен динамометрический ключ и специальная калибровочная проволока. Если зазор большой, это говорит о необходимости расточки вала и дальнейшей установки ремонтных вкладышей. Работу с валом можно доверить исключительно профессионалам. Размер подходящих вкладышей можно определить микрометром. В технических руководствах тоже можно найти полезную для поиска вкладышей информацию.
Вывод
Вкладыши коленчатого вала – простые и, на первый взгляд, невероятно живучие элементы современных двигателей. Практика успела показать, что с необходимостью замены вкладышей за весь период пользования автомобилем приходится сталкиваться один-два раза. Но не стоит думать, что это именно та деталь, которая не должна ломаться. Напротив, вкладыши иногда называют защитными элементами коленчатого вала, так как они одними из первых принимают на себя удар. Если вы столкнулись с необходимостью замены вкладышей, ни в коем случае не медлите. Обратитесь к специалисту по двигателям и доверьте все ему, или же попытайтесь сделать часть работы самостоятельно.
Вкладыши для двигателя – детали критические
На первый взгляд вкладыши – это просто штамповка. Но впечатление обманчиво: подшипники скольжения представляют собой высокотехнологические изделия из сложного композитного материала, имеющие специфическую геометрию и точные размеры. И, что немаловажно – они являются критическими деталями двигателя, отказ которых ведет к его остановке и очень дорогому ремонту.
Функции подшипников
Вращающиеся компоненты двигателей внутреннего сгорания оборудованы подшипниками скольжения, которые выполняют разные функции:
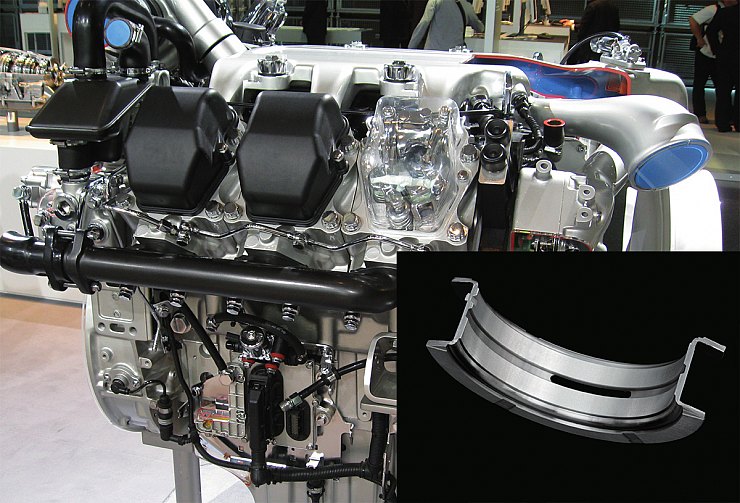
• коренные вкладыши поддерживают коленчатый вал и обеспечивают его вращение. Устанавливаются в блоке цилиндров. Каждый вкладыш состоит из верхней и нижней половин. На внутренней поверхности верхней половины, как правило, есть канавка для смазки и отверстие для подачи масла.
• шатунные вкладыши обеспечивают вращение шейки шатуна, который, в свою очередь, вращает коленвал. Устанавливаются в нижней головке шатуна.
• упорные кольца предотвращают осевое движение вала. Часто упорные кольца являются частью одного из коренных вкладышей – такие комбинированные подшипники называются буртовыми или фланцевыми вкладышами.
• втулки верхней головки шатуна обеспечивают вращение поршневого пальца, соединяющего поршень с шатуном.
• вкладыши распредвала поддерживают распредвал и обеспечивают его вращение. Устанавливаются в верхней части головки блока цилиндров (или в блоке цилиндров – у двигателей с нижним расположением распредвала).


Подшипники скольжения смазываются моторным маслом, постоянно подающимся к их поверхности и обеспечивающим гидродинамический режим трения.
Непосредственный контакт между трущимися в гидродинамическом режиме поверхностями отсутствует – благодаря масляной пленке, которая образуется в сходящемся зазоре (масляном клине) между поверхностями подшипника и вала.
Условия работы подшипников скольжения
Масляная пленка предотвращает локальную концентрацию нагрузки. Однако при определенных условиях гидродинамический режим трения сменяется на смешанный. Это происходит, если имеются:
• недостаточный поток масла;
• низкая вязкость масла;
• перегрев масла, дополнительно снижающий его вязкость;
• высокая шероховатость поверхностей подшипника и вала;
• деформация и геометрические дефекты подшипника, его гнезда или вала.
В смешанном режиме трения возникает непосредственный физический контакт поверхностей, чередующийся с гидродинамическим трением. А это может привести к задирам, повышенному износу подшипника и даже к схватыванию с валом.
ДВС характеризуются циклическими нагрузками подшипников, обусловленными переменным давлением в цилиндрах и инерционными силами, вызванными движущимися частями. И эти циклические нагрузки на подшипник могут привести к его разрушению. Отсюда – высочайшие требования к материалам, из которого он производится.
Материалы подшипников скольжения
Материалы, из которых делают подшипники, должны обладать многими, иногда противоречивыми, свойствами.
• Усталостная прочность (максимальная нагрузка) – максимальная циклическая нагрузка, которую подшипник выдерживает в течение неограниченного числа циклов. Превышение этой нагрузки приводит к образованию усталостных трещин в материале.
• Сопротивление схватыванию (совместимость) – способность материала подшипника сопротивляться свариванию с материалом вала во время прямого физического контакта между ними.
• Износостойкость – способность материала подшипника сохранять свои размеры несмотря на присутствие абразивных частиц в масле, а также в условиях механического контакта с валом.
• Прирабатываемость – способность материала подшипника компенсировать небольшие геометрические дефекты вала и гнезда за счет незначительного локального износа или пластической деформации.
• Абсорбционная способность – способность материала подшипника захватывать мелкие чужеродные частицы, циркулирующие с маслом.
• Коррозионная стойкость – способность материала подшипника сопротивляться химическим воздействиям окисленных или загрязненных масел.
• Кавитационная стойкость – способность материала подшипника выдерживать ударные нагрузки, производимые схлопывающимися кавитационными пузырьками (пузырьки образуются в результате резкого падения давления в текущем масле).
Соответственно длительная и надежная работа подшипника скольжения достигается соединением высокой прочности (усталостной прочности, износостойкости, кавитационной стойкости) с мягкостью (прирабатываемостью, сопротивлением схватыванию, абсорбционной способностью).
То есть материал должен быть одновременно и прочным, и мягким. Это звучит парадоксально, однако существующие подшипниковые материалы соединяют эти противоположные свойства – правда, с определенным компромиссом.
Для достижения этого компромисса используются композитные структуры, которые могут быть или слоистыми (мягкое покрытие, нанесенное на прочное основание) или дисперсными (мягкие частички, распределенные внутри прочной матрицы).
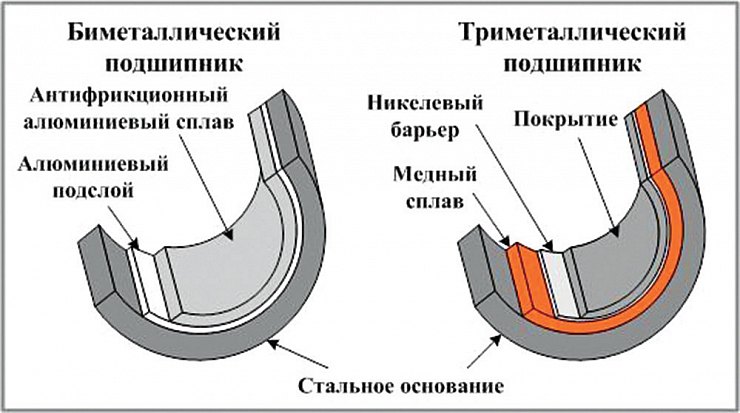
Биметаллические подшипники имеют стальное основание, обеспечивающее жесткость и натяг в тяжелых условиях повышенной температуры и циклических нагрузок.
Второй слой материала состоит из антифрикционного сплава. Его толщина относительно велика: она составляет около 0,3 мм. Толщина антифрикционного слоя – важная характеристика биметаллических подшипников, способных прирабатываться и приспосабливаться к относительно большим геометрическим дефектам. Биметаллический подшипник также обладает хорошей абсорбционной способностью, поглощая как мелкие, так и крупные включения в масле.
Обычно рабочий слой делают из алюминия, содержащего 6–20% олова в качестве твердого смазочного материала: именно олово обеспечивает антифрикционные свойства. Кроме этого, сплав часто содержит 2–4% кремния в виде мелких включений, распределенных в алюминии. Твердый кремний упрочняет сплав и обладает способностью полировать поверхность вала – поэтому его присутствие особенно важно при работе с валами из ковкого чугуна. Сплав может быть дополнительно упрочнен небольшими добавками меди, никеля, марганца, ванадия и других элементов.
Триметаллические подшипники, помимо стального основания, имеют промежуточный слой из медного сплава, содержащего 20–25% свинца в качестве твердой смазки и 2–5% олова для упрочнения меди.
Третий слой представляет собой покрытие на основе свинца, которое также содержит около 10% олова, повышающего коррозионную стойкость сплава и несколько процентов меди для упрочнения. Толщина покрытия составляет всего 12–20 мкм. Низкая толщина покрытия повышает его усталостную прочность, однако снижает антифрикционные свойства (прирабатываемость, абсорбционную способность, сопротивление схватыванию), особенно если мягкое покрытие было подвергнуто износу. Между промежуточным слоем и свинцовистым покрытием наносится очень тонкий (1–2 мкм) слой никеля, служащий барьером, предотвращающим диффузию олова из покрытия в промежуточный слой.
Инновационные материалы для подшипников скольжения постоянно разрабатываются производителями подшипников. Это новые материалы, способные работать в тяжело нагруженных двигателях (дизельные двигатели с непосредственным впрыском топлива, двигатели с турбонаддувом), а также в гибридных и старт-стоп двигателях, в том числе:
• высокопрочные алюминиевые биметаллические материалы;
• прочные металлические покрытия для триметаллических подшипников;
• полимерные композитные покрытия, содержащие частицы твердых смазочных материалов;
• бессвинцовые экологически чистые безвредные материалы.
Свойства подшипниковых материалов
Свойства материалов подшипников, характеризующие прочность и мягкость, сочетаются в различных пропорциях у разных материалов.
Отличные мягкие антифрикционные свойства триметалла ограничены толщиной покрытия (12 мкм). Если геометрический дефект или чужеродные частицы превышают толщину покрытия, ее антифрикционные свойства резко падают.
Мягкие свойства биметалла несколько ниже, чем у триметалла, однако они не ограничены толщиной покрытия, поэтому биметаллические подшипники способны прирабатываться к относительно крупным несоосностям и другим геометрическим дефектам. С другой стороны, усталостная прочность (максимальная нагрузка) биметаллических подшипников ниже (40–50 МПа), чем у триметаллических материалов (60–70 МПа). Также биметаллические подшипники без кремния хуже работают с чугунным валом.
Геометрические характеристики подшипников скольжения
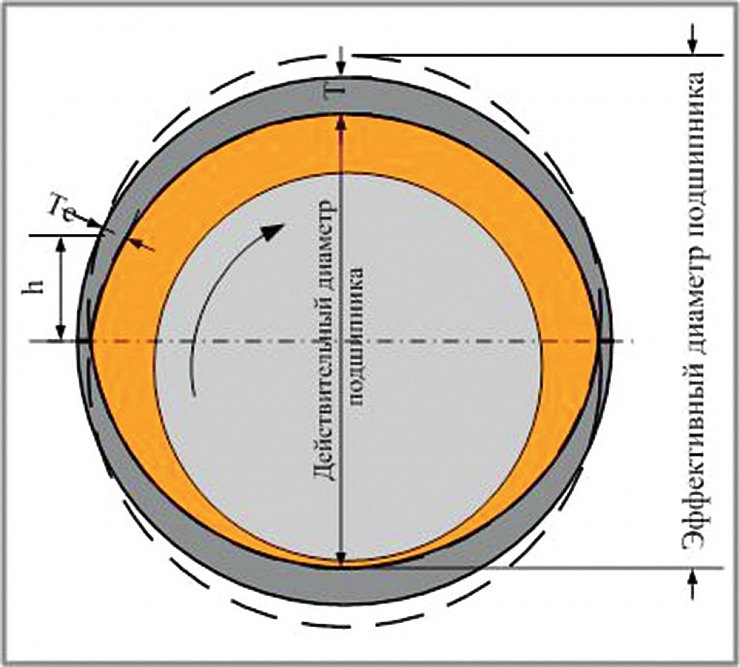
Масляный зазор – это основной геометрический параметр подшипников скольжения. Он равняется разнице между внутренним диаметром подшипника и диаметром вала (внутренний диаметр подшипника измеряется под углом 90° к линии, разделяющей верхний и нижний вкладыши).
Величина масляного зазора – очень важный показатель. Большой зазор приводит к увеличению потока масла, что снижает его нагрев в подшипнике, однако вызывает неоднородное распределение нагрузки (она концентрируется на меньшей площади поверхности и увеличивает вероятность разрушения вследствие усталости). Также большой зазор производит значительную вибрацию и шум. А слишком маленький зазор вызывает перегрев масла и резкое падение его вязкости.
Типичные величины масляного зазора С: для пассажирских автомобилей Cмин = 0,0005D, Cмакс = 0,001D, для гоночных автомобилей Cмин = 0,00075D, Cмакс = 0,0015D (где D – диаметр вала).
Эксцентриситет является мерой, определяющей некруглость подшипника. Действительно, внутренняя поверхность подшипника не является абсолютно круглой. Она имеет форму, напоминающую лежащий на боку лимон. Это достигается за счет переменной толщины стенки подшипника, имеющей максимальное значение (Т) в центральной части и постепенно уменьшающейся в направлении стыка.
Принято измерять минимальное значение толщины (Te) на определенной высоте h для того, чтобы исключить зону выборки в области стыка. Разница между максимальным и минимальным значениями толщины называется эксцентриситетом: Т – Те.
Эксцентриситет, образованный переменной толщиной стенки вкладыша, добавляется к эксцентриситету, вызванному смещением вала относительно центра подшипника. Наличие эксцентриситета позволяет стабилизировать гидродинамический режим смазки за счет создания масляного клина с большим углом схождения. Рекомендуемые величины эксцентриситета: для пассажирских автомобилей 5–20 мкм, для гоночных автомобилей 15–30 мкм.
Посадочный натяг необходим для обеспечения надежной посадки подшипника в гнезде. Прочно посаженный подшипник имеет равномерный контакт с поверхностью гнезда – это предотвращает смещение подшипника во время работы, обеспечивает максимальный отвод тепла из области трения и увеличивает жесткость гнезда. Поэтому наружный диаметр подшипника и его периметр всегда больше диаметра гнезда и его периметра.
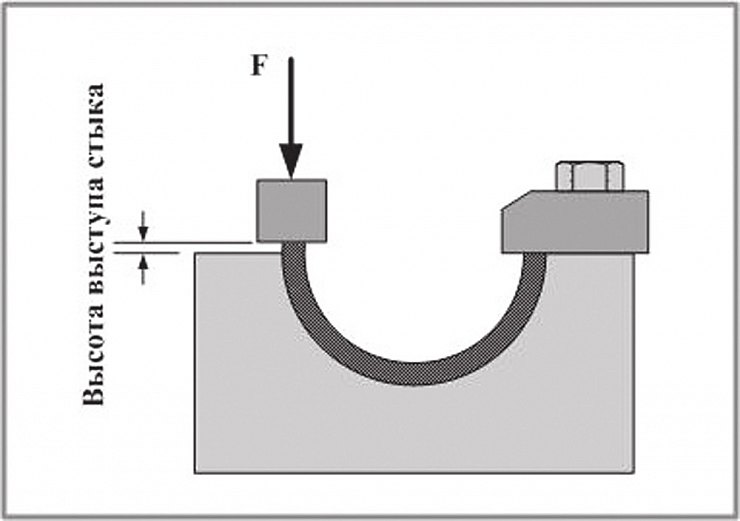
Поскольку прямое измерение наружного периметра подшипника – трудная задача, обычно измеряется другой параметр: высота выступа стыка (выступание). Высота выступа стыка равна разнице между наружным периметром половины подшипника и периметром половины гнезда.
Проверяемый вкладыш устанавливают в измерительный блок и прижимают с определенным усилием F, величина которого пропорциональна площади сечения стенки подшипника. Оптимальная величина высоты выступа стыка зависит от диаметра подшипника, жесткости и теплового расширения гнезда и температуры. Типичные значения высоты выступа стыка для подшипников диаметром 40–65 мм: для пассажирских автомобилей 25–50 мкм, для гоночных автомобилей 50–100 мкм.
Несмотря на самые совершенные конструкцию, материалы и технологии, в эксплуатации ДВС встречаются случаи износов и повреждений подшипников. Чтобы найти и устранить их причины, знание конструкции подшипников необходимо, но недостаточно. Об этом – в следующей статье.
Из чего делают вкладыши коленвала
Вкладыши ДЗВ – надежность, долговечность, прочность
Вкладыш подшипника скольжения является критической деталью двигателя внутреннего сгорания т.е. функционирование двигателя напрямую связано с качеством вкладыша, а отказ в его работе неминуемо приводит к аварийной остановке и дорогостоящему ремонту.
Чаще всего преждевременный выход из строя подшипников скольжения связан с особенностями материалов, из которых он изготовлен. Вкладыши, произведенные разными компаниями-изготовителями, могут внешне выглядеть одинаковыми и иметь размеры, соответствующие чертежу. Однако уровень надежности их работы в двигателе в значительной мере зависит от типа и параметров микроструктуры материалов, из которых они изготовлены.
С середины 70-х годов прошлого века, т.е. в течение почти сорока лет Димитровградский завод производит вкладыши подшипников скольжения для тяжелонагруженных двигателей внутреннего сгорания.
За это время за продукцией завода закрепилась прочная репутация высокого качества и надежности. Такой результат стал возможен только благодаря сочетанию совершенной сиcтемы обеспечения качества с высоким технологическим уровнем производства.
Триметаллические вкладыши ДЗВ производятся по технологии, используемой только ведущими мировыми производителями подшипников скольжения. Ни один другой завод на территории СНГ не обладает подобной технологией.
В чем же преимущество технологии ДЗВ перед другими известными технологиями?
Прежде всего в процессах производства материалов, формирующих триметаллическую структуры вкладыша.
Для того, чтобы разобраться в этих преимуществах, необходимо понять, каковы основные характеристики материала вкладыша, необходимые для его надежной работы.
1. Характеристики материалов подшипников скольжения
Преимущества и недостатки различных подшипниковых материалов проявляются в их влиянии на основные эксплуатационные свойства вкладышей:
- Усталостная прочность — максимальная величина циклической нагрузки, при которой вкладыш может работать неограниченное время без образования трещин усталостного разрушения.
В двигателях внутреннего сгорания энергия горящего топлива превращается в возвратно-поступательное движение поршня, который посредством шатуна вращает коленчатый вал. Работа двигателя происходит циклически: впуск-сжатие-рабочий ход-выпуск. За один цикл (два полных оборота вала ) давление в цилиндре повышается до пикового значения в начальный период рабочего хода и затем падает до уровня, близкого к атмосферному при выпуске.
В соответствии с изменениями давления меняется и нагрузка на подшипники, передаваемая шатуном. Таким образом, материал вкладыша функционирует в условиях циклического (переменного) нагружения.
Известно, что металлы в условиях переменной нагрузки разрушаются при напряжениях, существенно меньших их статического предела прочности. Это явление называется усталостью материала.
Усталостное разрушение рабочего слоя вкладыша – одна из основных причин отказа подшипников. Микроструктура материала, наличие дефектов (пор, микро-трещин) и внутренних напряжения решающим образом влияют на величину его усталостной прочности.
- Износостойкость – способность материала подшипника сопротивляться износу т.е.изменению размеров, формы и массы вследствие трения.
В двигателях внутреннего сгорания подшипники скольжения работают преимущественно в гидродинамическом режиме, при котором поверхности вкладыша и шейки вала разделены масляной пленкой. Масляный слой предотвращает прямой металлический контакт и также способствует более равномерному распределению нагрузки по рабочей поверхность вкладыша.
Однако полностью избежать металлического контакта невозможно. Особенно это касается тяжело нагруженных двигателей, в которых толщина масляной пленки может быть меньше уровня шероховатости трущихся поверхностей. Другой причиной прямого контакта может стать непараллельность поверхностей, вызванная дефектами шлифовки вала или несоосностью.
Износ рабочей поверхности вкладыша может быть также результатом абразивного воздействия чужеродных частиц в масле.
- Анти-фрикционные свойства характеризуют способность материала снижать эффект трения с валом: уменьшать коэффициент трения, сопротивляться схватыванию с материалом вала (задиру), быстро прирабатываться и быть способным поглощать чужеродные включения, находящиеся в масле.
Свинец, будучи очень мягким и пластичным металлом, наилучшим образом сочетает все анти-фрикционные свойства. Именно поэтому анти-фрикционные покрытия три-металлических вкладышей делаются из свинцовистых сплавов.
Итак, материалы вкладыша подшипника скольжения должны обладать высокой усталостной прочностью и износостойкостью. В то же время его поверхность должна быть мягкой для обеспечения необходимого уровня анти-фрикционных свойств.
2. Триметаллический вкладыш
Наилучшим сочетанием всех требуемых характеристик подшипникового материала обладает триметаллический вкладыш на основе свинцовистой бронзы.
Конструкция триметаллического вкладыша представлена на рис.1.

Рис.1 Триметаллический вкладыш
- Стальное основание обеспечивает жесткость, натяг и плотное прилегание вкладыша к поверхности постели, сохраняющиеся при повышенных температурах и под воздействием радиальных и тангенциальных сил.
- Промежуточный слой служит подложкой для анти-фрикционного покрытия. Промежуточный слой, как правило, изготавливается из свинцовистой бронзы и должен обладать анти-фрикционными свойствами, необходимыми для предотвращения задира в местах локального износа анти-фрикционного покрытия. В то же время промежуточный слой должен быть достаточно прочным, чтобы выдерживать циклические нагрузки без риска образования усталостных трещин. Свинец, благодаря своим высоким анти-фрикционным свойствам, является неотъемлемым компонентом бронз, используемых для формирования промежуточного слоя. Содержание свинца в бронзе может доходить до 25%.
- Никелевый подслой толщиной 1-2 микрона наносится на поверхность промежуточного слоя непосредственно перед нанесением анти-фрикционного покрытия. Подслой никеля служит барьером, предотвращающим диффузию олова из материала покрытия в бронзу промежуточного слоя. В отсутствии никелевого диффузионного барьера содержание олова в свинцовистом сплаве покрытия постепенно уменьшится, что может привести к снижению его коррозионной стойкости. Кроме того, никелевый подслой предотвращает образование хрупкого интерметаллического слоя соединения олова и меди на поверхности бронзы.
- Анти-фрикционное покрытие обеспечивает анти-фрикционные свойства: низкий коэффициент трения, задиростойкость, прирабатываемость и способность поглощать твердые включения в масле. Как правило анти-фрикционные покрытия производятся из свинцовистого сплава, легированного оловом и медью. Олово защищает свинцовистый сплав от коррозии в окисленном масле. Медь повышает прочность и износостойкость покрытия.
Только сбалансированность свойств, состава и толщин слоев триметаллического вкладыша гарантирует высокий уровень его эксплуатационных свойств.
- 3.Технология производства литой сталебронзовой ленты на ДЗВ
Характеристики и особенности сталебронзовой ленты в решающей мере определяют прочность и анти-фрикционные свойства вкладышей, из нее изготовленных.
В ДЗВ сталебронзовая лента производится по технологии непрерывного литья, схематично изображенной на рис.2.

Рис.2 Схема процесса производства литой сталебронзовой ленты (ДЗВ)
В этом процессе стальная полоса вначале обезжиривается и зачищается абразивной лентой. После зачистки полоса подогревается в востановительной атмосфере и входит в зону литья, где бронзовый расплав через специальный питатель поступает на зачищенную поверхность стали. В зоне охлаждения тепло расплава отводится вертикально вниз через стальную полосу.
Направление теплоотвода и его интенсивность исключительно важны для формирования требуемой столбчатой структуры бронзы с кристаллитами перпендикулярными поверхности раздела сталь-бронза.
Фотография типичной микроструктуры литой сталебронзовой ленты ДЗВ представлена на рис.3.

Рис.3 Микроструктура литой сталебронзовой ленты
(сканирующий электронный микроскоп)
На фото отчетливо видна вертикальная направленность (столбчатость) структуры бронзы, представляющей собой дендритные кристаллиты, между ветвями которых находятся включения свинца.
Поверхность раздела сталь-бронза не имеет дефектов и не содержит свинцовых включений, что гарантирует прочную адгезию слоев стали и бронзы.
Функциональные характеристики литой структуры:
- Столбчатые кристаллиты меди обеспечивают усталостную прочность — сопротивляемость бронзового слоя циклическим нагрузкам, направленным перпендикулярно поверхности вкладыша.
- Свинец, заполняющий пространство между ветвями дендритов, придает бронзе анти-фрикционные свойства, “смазывая” её поверхность при прямом трении с поверхностью вала.
- Прочная адгезия со сталью, сформировавшаяся при температуре литья (выше 1000 °С) предотвращает отслоение бронзового слоя при высоких нагрузках на вкладыш во время его эксплуатации.
Таким образом, структура сталебронзового материала, произведенного по литейной технологии, гарантирует максимально высокую прочность в сочетании с хорошими антифрикционными свойствами.
Кроме ДЗВ, единственного на территории СНГ, только еще четыре ведущих мировых производителей вкладышей подшипников скольжения обладают подобной
Остальные компании используют для получения сталебронзовой ленты альтернативные методы, прежде всего — порошковую технологию.
- 4.Альтернативные процессы производства сталебронзовой ленты и их недостатки
- Производство сталебронзовой ленты методом спекания
Наиболее распространенной альтернативой литейной технологии является процесс производства сталебронзовой ленты методом порошковой металлургии (спекания).
Этот процесс популярен среди компаний, производящих вкладыши для средненагруженных двигателей.
В процессе производства спеченной бронзы на предварительно обезжиренную и зачищенную поверхность стали насыпается порошок бронзы, после чего лента входит в длинную муфельную печь спекания. В печи создается восстановительная атмосфера, способствующая разложению окисной пленки, покрывающей поверхность частиц порошка.
По выходе из печи лента со спеченной пористой бронзой подвергается компактизации на прокатном стане, после чего процесс спекания и прокатки повторяется.
Как видно на фото (рис.4) микроструктура спеченной бронзы состоит из округлых кристаллитов меди, окруженных свинцом.

Рис.4 Микроструктура спеченной сталебронзовой ленты
(сканирующий электронный микроскоп)
В отличии от литой столбчатой структуры спеченная бронза в меньшей степени способна сопротивляться нагрузкам. Кроме того, спеченная бронза часто содержит незакрытые поры, дополнительно снижающие ее усталостную прочность.
По данным английской фирмы Glacier усталостная прочность спеченной бронзы на 20% ниже, чем у литой. Именно поэтому вкладыши, предназначенные для эксплуатации при экстремально высоких нагрузках (например в дизельных двигателях с непосредственным впрыском топлива), всеми ведущими компаниями в мире изготавливаются только из литой сталебронзовой ленты.
- Производство сталебронзовой ленты методом плакирования
Еще одной альтернативной технологией является процесс получения сталебронзовой ленты методом холодной прокатки (плакирования).
Этот процесс заключается в совместной прокатке двух обезжиренных и зачищенных лент стали и бронзы с обжатием около 60%. Бронзовая лента предварительно плакируется с обеих сторон медной фольгой для обеспечения адгезии со сталью.
После совместной прокатки сталебронзовая лента отжигается в печи в восстановительной атмосфере для снятия внутренних напряжений.
После отжига лента прокатывается на окончательный размер.
На приведенной ниже фотографии представлена микроструктура ленты, полученной методом холодной прокатки.

Рис.5 Микроструктура плакированной сталебронзовой ленты
(сканирующий электронный микроскоп)
Совершенно очевидны два недостатка представленной микроструктуры: дефекты в виде пор в слое медной фольги и очень низкое содержание свинца в бронзе.
Поры несомненно снижают надежность и усталостную прочность вкладышей, изготовленных из такой ленты.
Что касается содержания свинца в бронзе, то оно составляет всего 2.5%, что примерно в 10 раз ниже концентрации, необходимой для надежного функционирования триметаллических вкладышей. Анти-фрикционные свойства такой бронзы очень низки, и при возникновении металлического контакта с материалом вала создаются условия для задира и схватывания.
- 5.Покрытия триметаллического вкладыша ДЗВ
Основная функция покрытия триметаллического вкладыша заключается в обеспечении антифрикционных свойств в условиях прямого металлического контакта с поверхностью вала.
Покрытие играет роль твердой смазки, снижающей коэффициент трения, обеспечивающей прирабатываемость вкладыша, предотвращающей задир и абсорбирующей чужеродные частицы, циркулирующие с маслом. В этом смысле, чем мягче покрытие, тем в лучшей мере оно выполняет эти функции.
- Гальваническое покрытие из свинцовистого сплава
С точки зрения анти-фрикционных свойств из всех металлов свинец как нельзя лучше подходит в качестве материала покрытия. Однако нельзя забывать, что покрытие должно противостоять ударным нагрузкам и износу, т.е. быть достаточно прочным.
Для повышения твердости и усталостной прочности свинец легируется медью в небольших концентрациях. Покрытие вкладышей ДЗВ содержит 2-3% меди. Другая легирующая добавка — олово (8-12%), подавляюшее коррозию свинцовистого сплава в окисленном масле.
Помимо химического состава, очень важным параметром покрытия является его толщина. С одной стороны, толстое покрытие в большей степени обеспечивает анти-фрикционные свойства. Однако повышение толщины покрытия отрицательно сказывается на величине его усталостной прочности. Оптимальное значение толщины зависит от минимально допустимой величины ударной прочности и уровня анти-фрикционных свойств, требуемых для конкретного вкладыша.
На приведенной ниже диаграмме показано, каким образом определяется оптимальная толщина покрытия для вкладышей ДЗВ, предназначенных для эксплуатации в тяжелонагруженных двигателях КАМАЗ.

Рис.6 Оптимизация толщины гальванического покрытия
Как видно из графика, с ростом толщины покрытия его усталостная прочность падает, а анти-фрикционные свойства улучшаются. Наилучшее сочетание эксплуатационных свойств вкладыша для данного типа двигателей достигается при толщине покрытия 22 мкм. Несоответствие толщины покрытия оптимальной величине снижает надежность и долговечность вкладыша и двигателя вцелом. Слишком тонкое покрытие приводит к преждевременному износу и возможному задиру. Покрытия с толщиной, превышающей оптимальное значение, склонно к разрушению в результате усталости.
Как анти-фрикционное покрытие, так и никелевый подслой наносятся на поверхность вкладышей ДЗВ гальваническим методом на высокопроизводительных автоматических линиях электролитических покрытий.
Таким образом, химический состав и толщина гальванического свинцовистого покрытия вкладышей ДЗВ тщательно сбалансированы, что обеспечивает оптимальное сочетание прочности, износостойкости и анти-фрикционных свойств.
- Покрытие ПВД из сплава алюминий-олово
Последние инженерные разработки в области конструирования двигателей внутреннего сгорания выдвигают новые требования к подшипниковым материалам.
В первую очередь это касается повышения уровня необходимой усталостной прочности.
В современных дизельных двигателях с турбонаддувом и системой топливоподачи типа «Common Rail давление в цилиндрах превышает 200 атм. Соответственно велика и нагрузка на вкладыши, как шатунные, так и коренные. Давление на верхние шатунные и иногда на нижние коренные вкладыши в таких двигателях превышает предел усталостной прочности относительно мягкого покрытия из свинцовистого сплава, составляющий около 60 МПа.
Для двигателей такого типа необходимы вкладыши, имеющие значительно более прочное покрытие с пределом усталостной прочности порядка 120 МПа.
Для создания покрытий такого уровня прочности используется метод напыления из газовой фазы (ПВД). Покрытие ПВД (на западе используется термин sputter/спаттер) наносится отдельными атомами или небольшими кластерами атомов, выбиваемыми положительными ионами аргонной плазмы из материала катода (мишени) в пространстве вакуумной камеры.
Вкладыши с покрытием ПВД изготавливаются только из литой сталебронзовой ленты, поскольку только ее структура обеспечивает необходимый уровень усталостной прочности.
Вначале наносится подслой (диффузионный барьер) из сплава никель-хром, после чего наносится само покрытие, представляющее собой сплав алюминий-олово.
Метод нанесения покрытия позволяет сформировать сплав твердостью порядка 100 НV, что почти на порядок выше твердости гальванического свинцовистого покрытия. Покрытие ПВД содержит 20% олова для придания сплаву анти-фрикционных свойств.
Фрагмент микроструктуры три-металлического вкладыша ДЗВ с покрытием ПВД представлен на рис.7.

Рис.7 Покрытие ПВД на вкладыше ДЗВ
(сканирующий электронный микроскоп)
Микроструктуру покрытия отличает мелкодисперсность, химическая однородность, бездефектность и плотное прилегание к поверхности литой бронзы вкладыша ДЗВ.
Вкладыши ДЗВ на основе литой сталебронзовой ленты с особо прочным покрытием ПВД из сплава алюминий-олово имеют уровень усталостной прочности, необходимый для надежной работы в экстремально нагруженных дизельных двигателях с турбонаддувом и системой топливоподачи типа «Common Rail.
- Материалы вкладыша подшипника скольжения должны обладать высокой усталостной прочностью и износостойкостью. В то же время его поверхность должна быть мягкой для обеспечения необходимого уровня анти-фрикционных свойств.
- Структура сталебронзового материала, произведенного по литейной технологии ДЗВ, в отличие от альтернативных технологий (спекания и плакирования), гарантирует максимально высокую прочность в сочетании с хорошими антифрикционными свойствами.
- Химический состав и толщина гальванического свинцовистого покрытия вкладышей ДЗВ тщательно сбалансированы, что обеспечивает оптимальное сочетание прочности, износостойкости и анти-фрикционных свойств.
- Вкладыши ДЗВ с покрытием ПВД имеют уровень усталостной прочности, необходимый для надежной работы в экстремально нагруженных дизельных двигателях с турбонаддувом и непосредственным впрыском топлива.
- Производства триметаллических вкладышей ДЗВ находится на технологическом уровне ведущих мировых производителей подшипников скольжения. Ни один другой завод на территории СНГ не обладает подобной технологией.
Вкладыши коленвала: борьба с трением и надежная опора коленчатого вала

Во всех двигателях внутреннего сгорания коленчатый вал и шатуны вращаются в специальных подшипниках — вкладышах. О том, что такое вкладыш коленвала, какие функции он выполняет, каких типов бывают вкладыши и как они устроены, а также о правильном подборе новых вкладышей для ремонта — читайте в статье.
Что такое вкладыши коленвала?
Вкладыш коленчатого вала — деталь кривошипно-шатунного механизма двигателя внутреннего сгорания, подшипник скольжения, снижающий потери на трение и заклинивание деталей в местах контакта коленчатого вала с постелью блока двигателя и коленчатого вала с шатунами поршней. Применение подшипников скольжения обусловлено сложными условиями и высокими нагрузками, при которых подшипники качения (шариковые или роликовые) работали бы неэффективно и имели бы малый ресурс. Сегодня на большинстве силовых агрегатов используются вкладыши, и только на некоторых маломощных одно- и двухцилиндровых моторах в качестве опор коленвала находят применение подшипники качения.
На вкладыши коленвала возложено несколько основных функций:
• Снижение сил трения в месте контакта коленчатого вала, опор блока цилиндра и шатунов;
• Передача сил и моментов, возникающих в процессе работы двигателя — от шатунов на коленвал, от коленвала на блок двигателя и т.д.;
• Правильное распределение масла (образование масляной пленки) по поверхностям трущихся деталей;
• Правильная центровка и позиционирование деталей друг относительно друга.
Вкладыши коленвала играют важную роль в работе силового агрегата, но при этом они довольно просты в конструктивном плане.
Типы и характеристики вкладышей коленчатых валов
Подшипники скольжения коленвала делятся на типы по месту установки, назначению и ремонтным размерам.
По месту установки вкладыши бывают двух типов:
Коренные подшипники скольжения устанавливаются в постели коленвала в блоке двигателя и охватывают коренные шейки коленвала, обеспечивая его свободное вращение. Шатунные подшипники скольжения устанавливаются в нижней головке шатуна и охватывают шатунную шейку коленчатого вала.
Также вкладыши делятся на две группы по назначению:
• Обычные — обеспечивают только снижение сил трения в местах контакта деталей;
• Фиксирующие коренные — дополнительно обеспечивают фиксацию коленчатого вала в постели, предотвращая его осевые смещения.
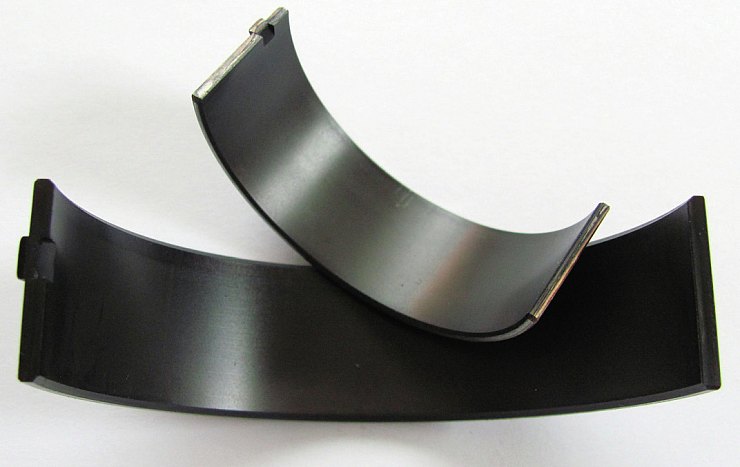
Обычные подшипники скольжения представляют собой плоские тонкостенные полукольца. Фиксирующие подшипники могут выполняться в виде упорных полуколец (которые используются в комплекте с плоским вкладышем) и вкладышей с буртами; полукольца устанавливаются в торце двигателя, буртовые вкладыши монтируются на одной или двух опорах постели коленчатого вала.
Вкладыши коленвала в процессе эксплуатации изнашиваются и подлежат замене, износу подвержены и шейки коленчатого вала, что приводит к увеличению зазора между трущимися деталями. Если установить новые вкладыши той же толщины, что и старые, то зазор останется слишком большим, что чревато возникновением стука и еще более интенсивным износом. Чтобы избежать этого, используются вкладыши так называемых ремонтных размеров — несколько увеличенной толщины, компенсирующей износ шеек коленвала. Новые вкладыши имеют размер 0,00, ремонтные вкладыши выпускаются с увеличением толщины на 0,25, 0,5, 0,75, 1,0, 1,25, 1,5 мм, такие вкладыши обозначаются соответственно +0,25, +0,5 и т.д.
Конструкция вкладышей коленвала

Подшипник скольжения коленчатого вала — составной, содержит два металлических плоских полукольца, полностью охватывающих шейку коленвала (сверху и снизу). В этой детали выполняется несколько элементов:
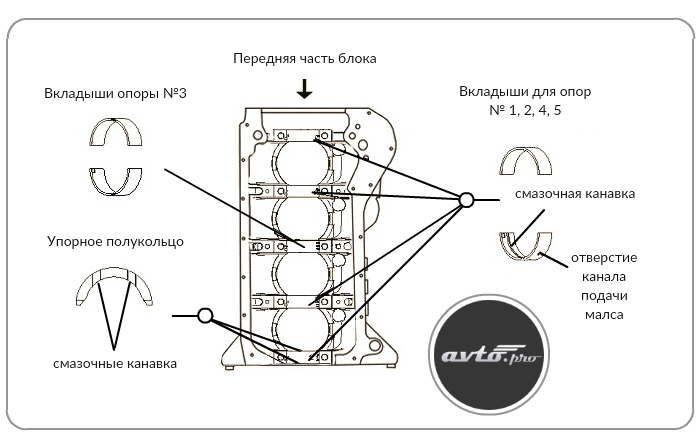
• Отверстия (одно или два) для пропуска масла в масляные каналы в коленчатом валу и шатуне;
• Замки в виде шипов или пазов под штифты для фиксации подшипника в опоре постели коленвала или в нижней головке шатуна;
• Продольная канавка для подачи масла в отверстие (выполняется только на вкладыше, расположенном со стороны канала — это нижний коренной вкладыш и верхний шатунный вкладыш);
• В буртовых упорных вкладышах — боковые стенки (бурты) для фиксации подшипника и ограничения осевого перемещения коленчатого вала.
Вкладыш — это многослойная конструкция, основу которой составляет стальная пластина с нанесенным на ее рабочую поверхность антифрикционным покрытием. Именно данное покрытие обеспечивает снижение трения и длительный срок службы подшипника, оно изготавливается из мягких материалов и, в свою очередь, также может быть многослойным. Покрытие вкладыша за счет меньшей мягкости поглощает микроскопические частицы износа коленвала, предотвращает заклинивание деталей, образование задиров и т.д.
По конструкции вкладыши коленчатого вала делятся на две основные группы:
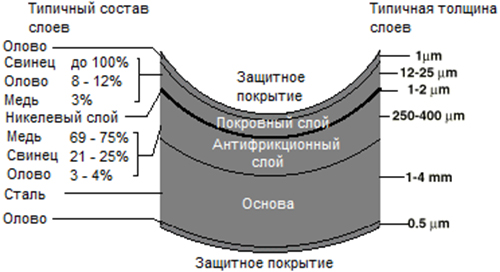
Наиболее просто устроены биметаллические подшипники. Их основу составляет стальная полоса толщиной 0,9-4 мм (в зависимости от типа и назначения детали, коренные подшипники — толще, шатунные — тоньше), на которую нанесен антифрикционный слой толщиной 0,25-0,4 мм. Данный слой изготавливается из медно-свинцово-оловянного (бронзового), медно-алюминиевого, медно-алюминиево-оловянного, алюминиево-кремниево-свинцового, алюминиево-кремниево-свинцово-оловянного или иных мягких сплавов с содержанием алюминия и меди до 75%, и олова (которое выступает в роли твердого смазочного материала) до 25%, также могут содержать небольшое количество никеля, кадмия, цинка и других металлов.
Триметаллические вкладыши помимо основного антифрикционного покрытия имеют покровный слой толщиной 0,012-0,025 мм (12-25 мкм), обеспечивающий защитные свойства (борется с коррозией и чрезмерным износом основного слоя) и улучшающие антифрикционные качества подшипника. Данное покрытие изготавливается из свинцово-оловянно-медного сплава с содержанием свинца 92-100%, олова до 12% и меди не более 3%.
Также в подшипниках скольжения могут присутствовать дополнительные слои:
• Верхний защитный слой из олова — чисто оловянное покрытие толщиной всего 0,5-1 мкм, обеспечивающее защиту от коррозии, жира и загрязнения во время транспортировки, установки и приработки вкладыша;
• Нижний защитный слой из олова — такой же слой, нанесенный с наружной стороны вкладыша (обращенной к опорам коленвала или внутренней части головки шатуна);
• Никелевый подслой (никелевый барьер, прокладка) — тонкий, не более 1-2 мкм слой никеля между основным антифрикционным покрытием и покровным слоем. Данный слой предотвращает диффузию атомов олова из покровного слоя в основной, что обеспечивает постоянство химического состава основного антифрикционного покрытия. При отсутствии никелевого барьера в основном покрытии может увеличиваться концентрация олова, что приводит к негативным изменениям характеристик подшипника.

Рассмотренная структура подшипников скольжения не является стандартом, многие производители предлагают свои уникальные схемы и конструкции. Например, основной антифрикционный сплав может наноситься на стальную основу не непосредственно, а через дополнительный подслой из алюминиевого или медного сплава, покровный слой может иметь разнообразный состав, в том числе без содержания свинца, и т.д.
Вопросы выбора и замены вкладышей коленвала
При подборе подшипников скольжения необходимо отталкиваться от модели двигателя, износа сопряженных деталей и наличия ремонтных вкладышей. Как правило, вкладыши изготавливаются для одного модельного ряда или даже одной модели двигателя, поэтому заменить их деталями от другого мотора нельзя (за редким исключением). Также нельзя использовать вкладыши без учета износа шеек коленвала, в противном случае ремонт обернется еще большими проблемами.
Перед выбором ремонтного размера подшипников нужно определить износ шеек коленвала и других сопряженных деталей (постели, головки шатуна, хотя они меньше подвержены износу). Обычно износ шеек происходит неравномерно, какие-то из них изнашиваются более интенсивно, какие-то — менее, однако для ремонта покупается комплект одинаковых вкладышей, поэтому все шейки должны стачиваться до одного размера. Выбор величины, до которой будут стачиваться шейки коленвала, зависит от наличия подшипников тех или иных ремонтных размеров, подходящих для данного конкретного двигателя. Для моторов с небольшим пробегом выбираются ремонтные размеры +0,25 или +0,5, для моторов со значительным пробегом может потребоваться стачивание до ремонтного размера +1,0, в старых моторах и того больше — вплоть до +1,5. Поэтому для новых двигателей обычно выпускаются вкладыши трех-четырех ремонтных размеров (до +0,75 или +1,0), а для старых можно найти вкладыши вплоть до +1,5.
Ремонтный размер вкладышей коленвала должен быть таким, чтобы при сборке двигателя между шейкой коленвала и поверхностью подшипника оставался зазор в пределах 0,03-0,07 мм. При меньшем зазоре высок риск заклинивания, при большем — повышается биение коленвала, увеличивается интенсивность износа деталей и общая шумность силового агрегата.
При правильном выборе подшипников скольжения для коленчатого вала двигатель даже при большом пробеге будет работать качественно и эффективно на различных режимах.