1.2 Как фиксируются пальцы от осевых смещений?
По способу фиксации их подразделяют на плавающие и закрепленные. Последние неподвижно фиксируют в головке шатуна или в бобышках поршня, поэтому угловое перемещение они сохраняют только в бобышках (рис. 2, б) или в головке шатуна (рис. 2, в).
В современных конструкциях неподвижность пальца относительно головки шатуна достигают путем запрессовки пальца в головку с заданным натягом (например, в двигателях ВАЗ натяг составляет 0,01…0,042 мм при диаметре пальца 22 мм).
При неподвижной фиксации поршневых пальцев в шатуне или бобышках поршня отдельные участки их нагружаются неравномерно, а, следовательно, и неравномерно изнашиваются. Чтобы устранить этот недостаток, применяют так называемые плавающие пальцы, которые фиксируют только от осевого смещения, как показано на рис. 2, а, г.
В процессе работы они могут свободно поворачиваться, как в головке шатуна, так и в бобышках поршня, что способствует более равномерному их износу. В холодном состоянии палец должен плотно без качки входить в отверстие втулки верхней головки шатуна, а по отверстиям в бобышках поршня из алюминиевых сплавов его подбирают с тугой посадкой. Необходимость этого обусловливается разницей в коэффициентах линейного расширения у алюминиевых поршней и стальных пальцев.
Опыт показывает, что в прогретом двигателе зазоры между поршневым пальцем и отверстиями в бобышках и головке шатуна выравниваются. Для облегчения сборки алюминиевые поршни рекомендуется подогревать до 60…80 °С путем погружения в горячую жидкость.
Осевую фиксацию плавающих пальцев осуществляют с помощью стопорных пружинных колец круглого или прямоугольного сечения (рис. 2, а) и реже для этой цели используют грибки из мягкого металла (рис. 2, г).
Стопорные кольца устанавливают в канавках, проточенных для них в отверстиях бобышек, несущих поршневой палец. Из канавок их вынимают с помощью отогнутых внутрь концов или имеющихся у них отверстий (рис. 2, а). Грибки, или заглушки, из мягкого металла (обычно из алюминия) запрессовывают с двух сторон в отверстия поршневого пальца.
При осевом перемещении грибки поршневого пальца соприкасаются с зеркалом цилиндра, но не разрушают стенок. Поршневые пальцы двухтактных двигателей с торцов закрываются иногда заглушками, предотвращающими возможное перетекание газов между впускными и выпускными окнами. От осевого перемещения пальцы в этих двигателях фиксируют стопорными кольцами (рис. 2, д).
Таким образом, поршневые пальцы изготовлены из хромоникелевой стали в виде пустотелых цилиндрических стержней и упрочнены цементацией и закалкой. Осевое перемещение пальца в поршне ограничено стопорными кольцами.
2.2 Поршни. Поршневые кольца и пальцы
Поршни воспринимают и передают на шатун усилие, возникающее от давления газов, а также обеспечивают протекание всех тактов рабочего цикла. Они подвергаются действию высоких температур, давлений, инерционных сил и движутся со значительными скоростями внутри цилиндра. В соответствии с условиями работы материал поршня должен обладать высокими механическими свойствами (прочностью, износостойкостью, быть легким, хорошо отводить тепло). Поэтому в современных двигателях поршни отливают из легкого, но достаточно прочного алюминиевого сплава (рис.6).

1 – буртик; 2 – верхний поясок; 3 – нижний поясок; 4 – резиновое
уплотнение; 5 – охлаждающее ребро; 6 – уплотнительная прокладка;
Рисунок 5. Цилиндры двигателя с жидкостным охлаждением (а)

а – поршень дизельного двигателя; б – кольца; в – поршневой палец.
1 – маслосбрасывающая кромка; 2 – канавка для маслосъемочного кольца; 3 – канавка для стопорного кольца; 4 – отверстие для подвода масла к пальцу; 5 – канавки для компрессионных колец; 6 – камера сгорания в поршне.
Рисунок 6. Поршень и поршневой палец.
Поршень имеет вид повернутого стакана.
Поршень состоит (рис.6а) из днища А, головки Б или уплотняющей части и направляющей части В, называемой юбкой. Днище поршня дизеля делают фасонной формы с выемкой, которая зависит от способа смесеобразования и расположения клапанов и форсунок.
На внешней поверхности головки и юбке проточены канавки 5 и 2 компрессионных и маслосъемных колец.
На внутренней стороне юбки имеются два прилива – бобышки Г, в отверстия которых устанавливают поршневой палец.
По наружному диаметру поршни тракторных двигателей, как и гильзы, распределяют на три размерные группы Б, С и М.
Поршневые пальцы делают пустотелыми из стали. От осевого перемещения палец удерживается стопорными кольцами (8). Палец в (рис.6в) соединяет поршень с шатуном.
Поршневые кольца по назначению разделяют на компрессионные и маслосъемные (рис. 6а).
Компрессионные кольца предотвращают прорыв газов из камеры сгорания в картер. Кольца изготовляют из легированного чугуна или стали.
Вырез в поршневом кольце называют замком. Он может быть косым или прямым.
Маслосъемные кольца препятствуют проникновению масла из картера в камеру сгорания, снимая излишки масла со стенки цилиндра.
2.3 Шатуны
Шатуны соединяют поршни с коленчатым валом и передают ему усилие, воспринимаемое поршнями. При работе двигателя на шатун действуют силы давления газов и инерции, поэтому он должен быть прочным, жестким и легким. Шатун изготавливают из высококачественной стали в виде стержня с двумя головками (рис. 8).
В верхнюю головку шатуна запрессовывают бронзовую втулку 2. Нижняя головка шатуна – разъемная. Ее отъемная часть – крышка 6.
2.4 Коленчатый вал и маховик
Коленчатый вал воспринимает усилия, передающиеся от поршней через шатуны, создает крутящий момент, а также используются для привода в действия различных механизмов и деталей двигателя (рис.9).
Коленчатый вал штампуют из высококачественной стали или отливают из высокопрочного чугуна.
Он состоит из опорных коренных шеек 1, шатунных шеек 11, соединяющих их щек 2, носка (передней части) и хвостовика (задней части).
Коренные и шатунные подшипники выполнены в виде вкладышей, изготовленных из сталеалюминевой ленты.
Маховик способствует равномерному вращению коленчатого вала и помогает двигателю преодолевать повышенные нагрузки при трогании с места и во время работы (рис. 9).
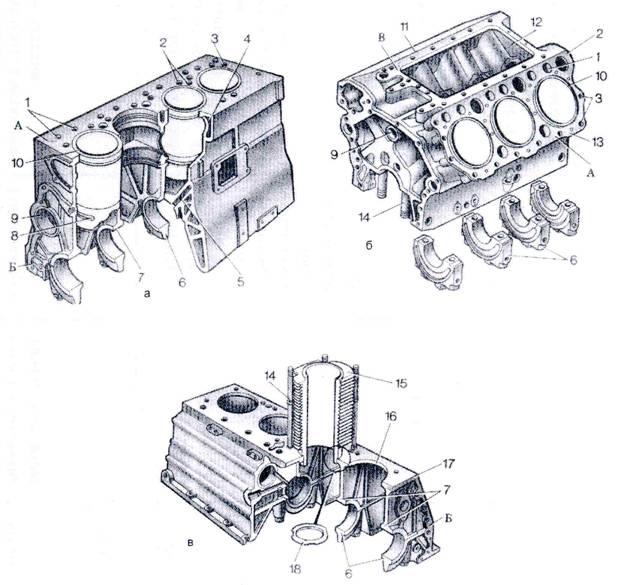
а – рядный; б – V-образный; в – рядный с воздушным охлаждением.
1 – отверстие для штанг; 2 – отверстие для отвода жидкости; 3 – отверстие для крепления шпилек; 4 – водораспределительный канал; 5 – канал для подвода масла; 6 – крышка коренного подшипника; 7 — прилив; 8 – рези-новое уплотнительное кольцо; 9 – отверстие для втулки распреде-лительного вала; 10 – гильза; 11, 13 – левый и правый полублоки; 12 – воздушная полость; 14 – шпилька; 15 – гильза цилиндра; 16 – отверстие для гильзы цилиндра; 17 – картер; 18 – уплотнительная прокладка.
Рисунок 7 – Блок-картер тракторных двигателей.

1 – верхняя головка; 2 – втулка; 3 – стержень; 4 – нижняя головка; 5 – вкладыш; 6 – крышка; 7 – шплинт; 8 – корончатая гайка; 9 – фиксирующий усик; 10 – шатунный болт.
Рисунок 8. Шатуны.
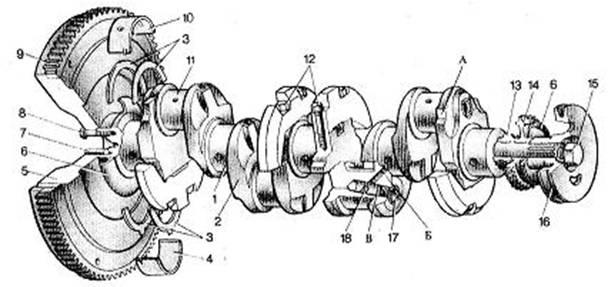
1 – коренная шейка; 2 – щека; 3 – упорное полукольца; 4 – нижний вкладыш коренного подшипника; 5 маховик; 6 – маслоотражатель; 7 – установочный штифт; 8 – болт крепления маховика; 9 – зубчатый венец; 10 – верхний вкладыш коренного подшипника; 11 – шатунная шейка; 12 – противовесы; 13 – шестерня коленчатого вала; 14 – шестерня привода масляного насоса; 15 – болт; 16 – шкив; 17 – пробки; 18 – трубка для чистого масла.
Рисунок 9. Коленчатый вал
Условия работы
В четырехтактных двигателях на поршневой палец действуют знакопеременные нагрузки, а в двухтактных — нагрузки, близкие к пульсирующей. Палец испытывает также тепловую нагрузку вследствие передачи теплоты от головки поршня и теплоты, выделяющейся при трении пальца о головку шатуна и бобышки поршня.
У двухтактных двигателей нагрузки от давления газов более продолжительны и односторонни, а температура выше, чем в четырехтактных двигателях, вследствии чего поршневые пальцы работают в более тяжелых условиях.
Палец совершает вместе с поршнем возвратно-поступательное движение, а также в большей части конструкций возвратно-вращательное движение вокруг своей оси. Это в совокупности с высокой температурой пальца обусловливает невозможность жидкостной смазки, поэтому имеет место полужидкостная смазка, которая приводит к повышенному износу пальца.
Конструкция
В быстроходных двигателях для облегчения пальца, а также для рационального распределения материала конструкцию выполняют по одной из схем, приведенных на рис. 107.
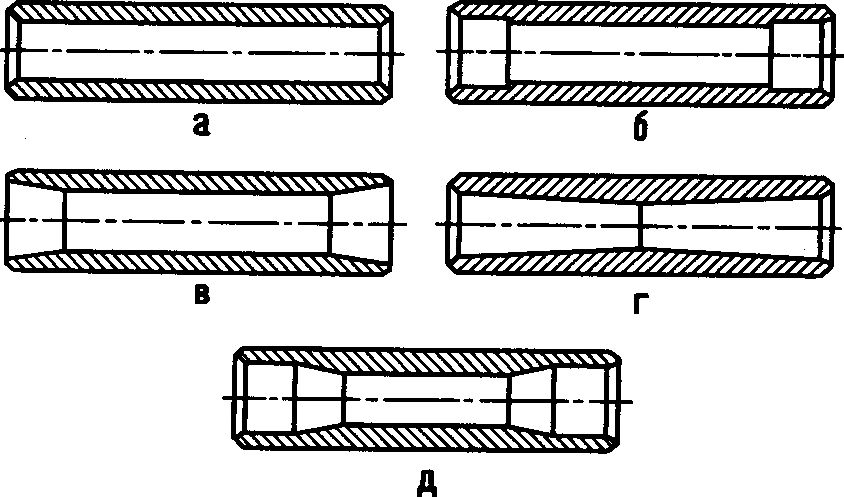
Рис. 107. Поршневые пальцы: а, б – цилиндрические; в, г, д – близкие к форме, обеспечивающей равное сопротивление изгибу
Установка пальца
В двигателестроении применяют три способа установки поршневого пальца. Первый способ установки (рис. 105, а) возможность провертывания пальца во время работы как в бобышках, так и в поршневой головке шатуна (плавающий палец); вследствие этого уменьшается относительная скорость скольжения пальца по сравнению со скоростью скольжения при закреплении пальца в бобышках поршня или головке шатуна. При этом уменьшаются сила сопротивления и выделение теплоты, которое пропорционально произведению силы трения на скорость относительного движения. Уменьшается износ, который при данном способе установки распределяется равномерно по окружности пальца, вследствие чего палец сохраняет цилиндрическую форму, а также уменьшается опасность заедания.
При втором способе установки оба конца поршневого пальца (или один) закреплены в поршне (рис. 105,б). Этот способ применяют очень редко в конструкциях стационарных, судовых и тепловозных двигателей и еще реже в тракторных.
Третий способ — поршневой палец закреплен в головке шатуна (рис. 105, в). Такую установку пальца применяют в некоторых конструкциях автомобильных и тракторных двигателей, но редко, так как имеющийся стопорный болт с резьбой снижает надежность конструкции.
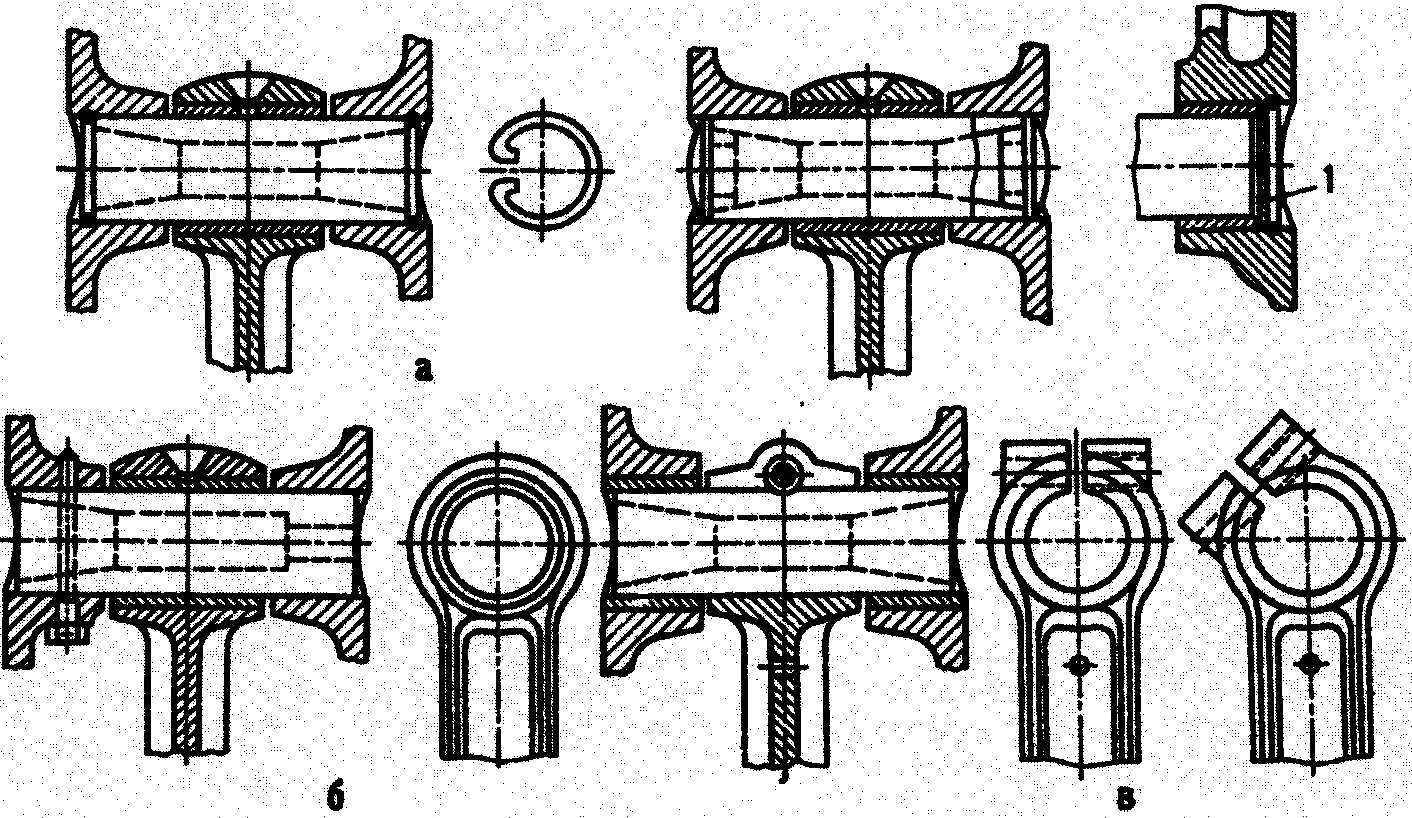
Рис. 105. Способы закрепления поршневого пальца: а – плавающий палец; б – в бобышках поршня; в – в головке шатуна; 1 — заглушка
Для предохранения пальца от осевого перемещения применяют пружинные замки или заглушки. Пружинные замки выполняют обычно в виде колец из проволоки круглого сечения или из листовой стали (рис. 106, а). При фиксировании пальца заглушками (рис. 106, б) из алюминиевого или магниевого сплава, реже из бронзы, достигается повышение радиальной жесткости пальца и улучшение отвода теплоты. Наружную поверхность заглушек выполняют по сфере с радиусом, несколько меньшим радиуса цилиндра.
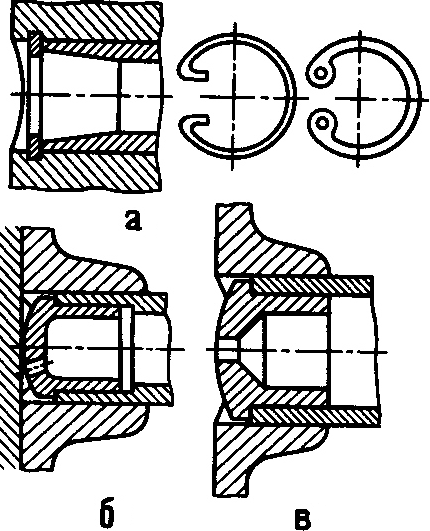
Рис. 106. Пружинные замки и заглушки, предохраняющие палец от перемещения: а – пружинные замки; б, в — заглушки
Расчет
Характер нагружения пальца зависит от соотношений жесткостей пальца и элементов поршня, зазора в бобышках, величины масляного слоя в местах скольжения.
Удельная нагрузка на проекцию опорных поверхностей пальца (табл. 14) определяется из соотношения
 |
(211) |
где l 0 — длина опорной поверхности пальца; в зависимости от способа закрепления пальца принимается равной или l ш, или 2 l б.
Таблица 14. Допустимые значения давлений (МПа) на опорные поверхности поршневого пальца и бобышек двигателей
| Опорные поверхности | Судовых, тепловозных и стационарных | Автомобильных и тракторных | Дизелей быстроходных и форсированных | |
| тихоходных | быстроходных | |||
| Втулка из бронзы (баббита) в поршневой головке шатуна | 15-25 | 25-40 | 25-30 | 50-90 |
| Бобышки чугунного поршня без втулок | 35-40 | до 32 | до 35 | 50-80 |
| Бобышки поршня из алюминиевого сплава без втулок | 25-30 | до 30 | до 30 | — |
| Бобышки поршня из алюминиевого сплава с втулками из бронзы | 35-40 | до 40 | до 35 | 50-80 |
Расчет на изгиб.
Закон распределения нагрузки по длине пальца зависит от ряда факторов (соотношения жесткостей пальца и поршня, зазора в бобышках, масляного слоя), влияние которых на степень защемления пальца в бобышках учесть трудно.
Напряжение изгиба в опасном сечении
 |
(212) |
где l — расстояние между серединами опор пальца; l ш — длина втулки шатуна; W — момент сопротивления сечения; α = d вн/ d п.
Схема нагружения, показанная на рис. 108,6, наиболее соответствует действительной; схема на рис. 108, в приближается к действительной. Результаты расчета поршневых пальцев форсированных двигателей по схемам, приведенным на рис. 108, и особенно по схеме, приведенной на рис. 108, 6, хорошо совпадают с результатами экспериментов. Так как напряжения, получаемые в результате расчета по схеме рис. 108,6, немного превышают напряжения, получаемые при расчете по схеме рис. 108, в, то допустимо определять напряжения по более простой схеме (рис. 108, в).
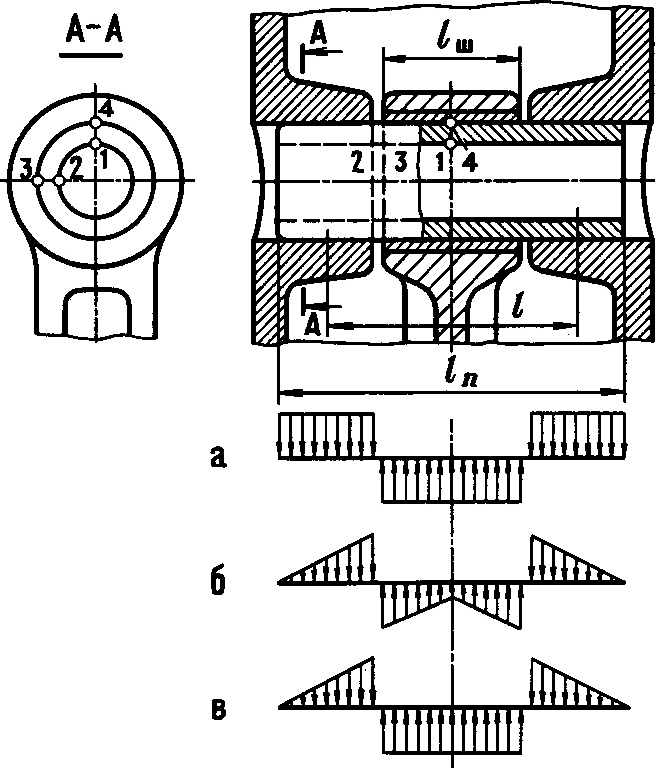
Рис. 108. Схема нагружения поршневого пальца: а – равномерно распределенного по длине; б, в – приближенного к действительному; 1 – 4 – наиболее нагруженные точки сечений пальца
Напряжение в середине пальца
 |
(213) |
где l п — полная длина пальца; l 1 — расстояние между бобышками.
Допускаемые напряжения при расчете по формуле (213) для поршневых пальцев из углеродистой стали 15 и 20 составляют 120-150 МПа, а для поршневых пальцев из легированной стали форсированных двигателей лежат в пределах 300-500 МПа.
Касательные напряжения τ от тангенциальных сил в поперечных сечениях пальца.
Наибольшая срезывающая сила действует в сечениях между бобышкой и головкой шатуна. Значение наибольшего касательного напряжения (на нейтральной оси)
 |
(214) |
Допускаемые напряжения τ для пальцев из углеродистой стали составляют 50 МПа, из легированной 120-250 МПа.
Напряжения, возникающие от овализации поперечного сечения пальца
Напряжения и соответствующие им деформации вследствие неравномерного распределения нагрузки по длине пальца в различных сечениях неодинаковые. В наиболее нагруженной средней части пальца деформация значительно больше по сравнению с деформацией концевых участков. При этом резкое уменьшение деформаций начинается с сечений, расположенных от концов пальца на расстоянии четверти его длины. Наиболее распространенными поломками пальца являются поломки поперек и вдоль пальца. Поломки поперек пальца наблюдаются чаще в толстостенных пальцах. Излом начинается обычно в средней части пальца (точка 4, рис. 108) под упрочненным слоем после цементации или азотирования вследствие излишне высоких напряжений изгиба, приближенно определяемых по формуле (213).
Трещины вдоль пальца могут возникать от касательных напряжений и напряжений, вызываемых изменением поперечного сечения пальца, и начинаются чаще с внутренней поверхности пальца. Трещины вдоль пальца появляются в средней его части (в точке 1) или в сечениях между бобышкой и головкой шатуна (в точке 2 на внутренней или в точке 3 на внешней поверхностях). Это характерно для тонкостенных или толстостенных пальцев, если в материале последних имеются пороки в виде волосовин, направленных вдоль пальца.
Трещина в средней части (точка 1) возникает от напряжения овализации, являющегося напряжением растяжения. Это напряжение меньше напряжения сжатия от овализации в точке 2 и складывается с остаточными напряжениями растяжения, вызванными упрочнением внешней поверхности пальца термохимической обработкой. Трещины, возникающие в точке 2, появляются вследствие касательного напряжения от наибольшей поперечной силы, к которому добавляется напряжение овализации, в результате чего максимальное напряжение в этой точке действует под некоторым углом к оси пальца.
Трещина может начаться и с внешней поверхности в точке 3 под влиянием касательных напряжений, к которым добавляется воздействие термохимического упрочнения внешней и внутренней поверхностей.
При выводе расчетной формулы для напряжения σ0, возникающего от овализации сечения, допускается, что нагрузка по внешней поверхности пальца распределяется по закону косинусоиды. Палец рассматривается как брус малой кривизны радиуса ρ. Так как вследствие симметрии нагрузки вертикальные и горизонтальные сечения пальца не поворачиваются, можно вырезать одну четверть пальца и считать верхнее сечение заделанным. В нижнем сечении (рис. 109) действуют сила (0,5 Рz) и момент М (лишняя неизвестная), поперечные силы в указанных сечениях не возникают.
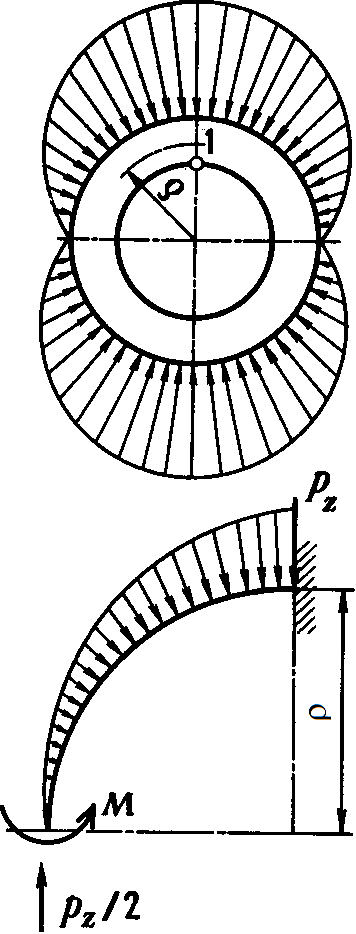
Рис. 109. Распределение внешней нагрузки по сечению пальца и расчетная схема
С достаточной степенью точности напряжение σ0 может быть найдено по формуле
 |
(215) |
где A = 1,5 — 15 (α — 0,4) 3 .
В форсированных двигателях σ0 = 130-250 МПа.
Горизонтальный диаметр изменяется (увеличивается) в направлении, перпендикулярном оси цилиндра, на величину
 |
(216) |
Для пальцев форсированных двигателей δ = 0,02-0,05 мм. При определении размеров пальца целесообразно придерживаться нижнего предела.
Одним из средств повышения жесткости пальца является уменьшение его внутреннего диаметра. Во всех случаях толщина стенки пальца должна быть достаточна как для сохранения жесткости, так и во избежание в тонкостенных пальцах цементации стенки насквозь.
Материалы
Поршневой палец изготовляют из углеродистой или легированной цементуемой стали. В стационарных, судовых и тепловозных двигателях применяют углеродистые стали 15 и 20; в быстроходных автомобильных, тракторных и форсированных двигателях чаще легированные стали 15ХМ, 38ХА, 12ХНЗА, 18Х2Н4МА и др. (Таблица Х).
Таблица Х. Материалы поршневых пальцев
| Материал | Модуль упругости (Е), МПа | Коэффициент Пуассона (μ), — | Предел текучести (σт), МПа | Предел прочности (σв), МПа | Плотность (ρ), кг/м 3 |
| 15 | 2,01e5 | 0,3 | 225-430 | 320-780 | 7850 |
| 20 | 2,13e5 | 0,3 | 225-245 | 310-830 | 7859 |
| 15ХМ | 2,01e5 | 0,3 | 225-350 | 431-550 | 7850 |
| 38ХА | 1,96e5 | 0,3 | . -780 | 588-930 | 7850 |
| 12ХН3А | 2,00e5 | 0,3 | 490-930 | . -685 | 7850 |
| 18Х2Н4МА | 2,00e5 | 0,3 | . -835 | . -1130 | 7950 |
Поверхность пальцев цементуют на глубину 0,5-1,5 мм с последующей закалкой и отпуском; применяется и азотирование поверхности. При изготовлении пальца из углеродистой стали 45 поверхность пальца закаливают током высокой частоты на глубину 1-1,5 мм. Этот способ термической обработки имеет более низкую стоимость, чем цементация, позволяет повысить качество деталей и снизить брак.
Литература
1. Двигатели внутреннего сгорания. Конструирование и расчет на прочность поршневых и комбинированных двигателей. Вырубов Д.Н., Ефимов С.И., Иващенко Н.А. и др. Учебник для студентов втузов, обучающихся по специальности «Двигатели внутреннего сгорания». Под ред. А. С. Орлина, М. Г. Круглова. 4-е изд., перераб. и доп. М.: Машиностроение, 1984г. 384 с.
2. Конструирование двигателей внутреннего сгорания: Учебник для студентов высших учебных заведений, обучающихся по специальности «Двигатели внутреннего сгорания» направления подготовки «Энергомашиностроение». Чайнов Н.Д., Иващенко Н.А., Краснокутский А.Н., Мягков Л.Л. Под редакцией заслуженного деятеля науки РФ, доктора технических наук, профессора Чайнова Н.Д. М.: Машиностроение. 2011. 496 с.
Кривошипно-шатунный механизм
КОЛЕНЧАТЫЙ ВАЛ (рис. 2-10) изготавливается из высококачественной стали с упрочнением методом карбонитрирования или азотирования. Валы имеют пять коренных и четыре шатунных шейки, связанные щеками и сопряженные с ними переходными галтелями. Для равномерного чередования рабочих ходов шатунные шейки коленчатого вала расположены под углом 90°.
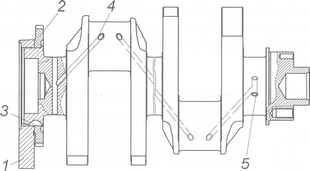
Рис. 2-10. Коленчатый вал: 1 — противовес; 2 — шестерня привода масляного насоса; 3 — шпонка; 4 — отверстия подвода масла к шатунным подшипникам; 5 — отверстия подвода масла к коренным подшипникам.
На каждой шатунной шейке установлены по два шатуна 5 (рис. 2-12) — один для правого и один для левого рядов цилиндров.
Подвод масла к шатунным шейкам производится через отверстия 5 (рис. 2-10) в коренных и отверстия 4 в шатунных шейках.
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал имеет шесть основных противовесов, отштампованных заодно со щеками коленчатого вала. Кроме основных противовесов он имеет дополнительный съемный противовес 1, напрессованный на вал, его угловое расположение относительно коленчатого вала определяется шпонкой 3.
На хвостовике коленчатого вала выполнена шейка, по которой центрируется шестерня 3 (с модулем зуба 4,5 мм) привода газораспределительного механизма и маховик 1, на носок коленчатого вала напрессована шестерня 2 (рис. 2-10) привода масляного насоса.
На торце хвостовика коленчатого вала выполнено десять резьбовых отверстий М16×1,5-6Н для крепления маховика и шестерни коленчатого вала, на торце носка коленчатого вала выполнено восемь резьбовых отверстий М12х1,25-6Н для крепления гасителя крутильных колебаний и полумуфты отбора мощности.
От осевых перемещений коленчатый вал зафиксирован верхними 1 (рис. 2-12) и нижними 2 полукольцами, установленными в проточках задней коренной опоры блока цилиндров, так, что сторона с канавками прилегает к упорным торцам вала.
Уплотнение коленчатого вала осуществляется манжетой безпружинной конструкции с уплотнительным элементом из PTFE (модифицированный фторопласт). Манжета размещена в картере маховика.
Диаметры шеек коленчатого вала:
— коренных — (95+0,015) мм;
— шатунных — (80+0,015) мм.
Маркировка коленчатого вала, выполненная в поковке на третьем противовесе, должна быть 740.50-1005020.

Рис. 2-11. Установка крышек подшипников коленчатого вала: 1 — крышка подшипника; 2 — коленчатый вал; 3 — болт крепления крышки; 4 — болт стяжной крепления крышки подшипника левый; 5 — болт стяжной подшипника правый; 6 — шайба; 7 — блок цилиндров.
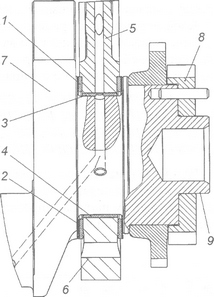
Рис. 2-12. Установка упорных полуколец и вкладышей коленчатого вала: 1 — полукольцо упорного подшипника верхнее; 2 — полукольцо упорного подшипника нижнее; 3 — вкладыш подшипника коленчатого вала верхний; 4 — вкладыш подшипника коленчатого вала нижний; 5 — блок цилиндров; 6 — крышка подшипника коленчатого вала задняя; 7 — коленчатый вал; 8 — шестерня привода газораспределительного механизма; 9 — центрирующая шейка коленчатого вала.
КРЫШКИ КОРЕННЫХ ПОДШИПНИКОВ 1 (рис. 2-11) изготовлены из высокопрочного чугуна.
Крепление крышек осуществляется с помощью вертикальных коренных 3 и горизонтальных стяжных 4 и 5 болтов, которые затягиваются по определенной схеме с регламентированным моментом (см. приложение А).
Кроме того, крышка пятой коренной опоры центрируется в продольном направлении двумя вертикальными штифтами, обеспечивающими точность совпадения расточек под упорные полукольца коленчатого вала на блоке и на крышках.
Для удобства снятия крышек коренных подшипников при ремонте, они имеют отверстия для съемника.
ВКЛАДЫШИ КОРЕННЫХ И ШАТУННЫХ ПОДШИПНИКОВ (рисунки 2-12 и 2-14) изготовлены из стальной ленты, покрытой слоем свинцовистой бронзы толщиной 0,3 мм, слоем свинцовооловянистого сплава толщиной 0,022 мм и слоем олова толщиной 0,003 мм.
Верхние 3 (рис. 2-12) и нижние 4 вкладыши коренных подшипников не взаимозаменяемы. Верхние вкладыши отличаются от нижних наличием отверстия для подвода масла и кольцевой канавки для его распределения. Вкладыши 9 (рис. 2-13) нижней головки шатуна взаимозаменяемы. От проворачивания и бокового смещения вкладыши фиксируются выступами (усами), входящими в пазы, предусмотренные в постелях блока и шатуна, а также крышках подшипников.
Пределы допусков диаметров шеек ремонтного коленчатого вала при восстановлении двигателя должны быть такими же, как у диаметров шеек нового коленчатого вала.
Клеймо ремонтного размера нанесено на тыльной стороне вкладыша.
При шлифовке коленчатого вала по коренным шейкам до диаметра менее 94,5 мм или по шатунным шейкам до диаметра менее 79,5 мм, необходимо коленчатый вал подвергнуть повторному азотированию по специальной технологии.
НЕ РЕКОМЕНДУЕТСЯ ЗАМЕНА ВКЛАДЫШЕЙ ПРИ РЕМОНТЕ НА ВКЛАДЫШИ С МАРКИРОВКОЙ 740, ТАК КАК ПРИ ЭТОМ ПРОИЗОЙДЕТ СУЩЕСТВЕННОЕ СОКРАЩЕНИЕ РЕСУРСА ДВИГАТЕЛЯ! ДОПУСТИМО ПРИМЕНЕНИЕ ВКЛАДЫШЕЙ НОМИНАЛЬНОГО И РЕМОНТНОГО ТИПОРАЗМЕРОВ С МАРКИРОВКОЙ 7405.
ШАТУН (рис. 2-13) стальной, кованый, стержень 5 имеет двутавровое сечение. Верхняя головка шатуна неразъемная, нижняя выполнена с прямым разъемом и плоским стыком. В верхнюю головку шатуна запрессована сталебронзовая втулка 10, а в нижнюю установлены сменные вкладыши 9.
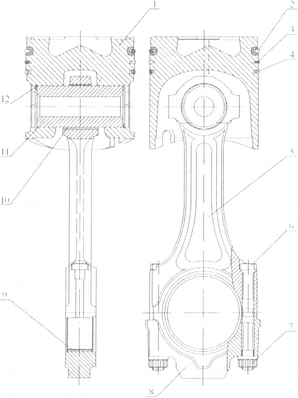
Рис. 2-13. Поршень с кольцами в сборе с шатуном: 1 — поршень; 2, 3 — компрессионные кольца; 4 — маслосъемное кольцо; 5 — стержень шатуна; 6 — болт крепления крышки шатуна; 7 — гайка болта крепления крышки шатуна; 8 — крышка шатуна; 9 — вкладыш нижней головки шатуна; 10 — втулка верхней головки шатуна; 11 — поршневой палец; 12 — стопорное кольцо.
Для точной посадки вкладышей подшипника в нижнюю головку, шатун окончательно обрабатывают в сборе с крышкой 8, поэтому крышки шатунов не взаимозаменяемы.
Крышка нижней головки шатуна крепится с помощью гаек 7, навернутых на болты 6, предварительно запрессованные в стержень шатуна. Затяжка шатунных болтов осуществляется по схеме с регламентированным моментом (см. приложение).
На крышке и стержне шатуна нанесены метки спаренности — трехзначные порядковые номера. Кроме того, на крышке шатуна выбит порядковый номер цилиндра двигателя.
ПОРШЕНЬ 1 (рис. 2-13) отлит из алюминиевого сплава. В головке поршня имеются три канавки, в которые установлены поршневые кольца. Канавка под верхнее компрессионное кольцо со вставкой из износостойкого чугуна. В днище поршня выполнена открытая тороидальная камера сгорания с вытеснителем в центральной части, которая смещена относительно оси поршня в сторону от выточек под клапаны на 5 мм. Боковая поверхность представляет собой сложную овально-бочкообразную форму с занижением в зоне отверстий под поршневой палец. На юбку нанесено графитовое покрытие.
В нижней ее части выполнен паз, исключающий, при правильной сборке, контакт поршня с форсункой охлаждения при нахождении его в нижней мертвой точке (НМТ).
Поршень комплектуется двумя компрессионными и одним маслосъемным кольцами. С целью обеспечения топливной экономичности и экологических показателей, применен селективный подбор поршней для каждого цилиндра по расстоянию от оси поршневого пальца до днища. По указанному параметру поршни разбиты на четыре группы 10, 20, 30 и 40. Каждая последующая группа от предыдущей отличается на 0,11 мм.
В запасные части поставляются поршни наибольшей высоты (размер от оси поршневого пальца до днища поршня 40 группы составляет 71,04-0,04 мм (для двигателя КАМАЗ-740.50-360) и 76,04-0,04 мм (для двигателей КАМАЗ-740.30-260, КАМАЗ-740.31-240 и КАМАЗ-740.11-240)), поэтому во избежание возможного контакта между ними и головками цилиндров, в случае замены, необходимо контролировать надпоршневой зазор. Если зазор между поршнем и головкой цилиндра после затяжки болтов ее крепления будет менее 0,87 мм, необходимо подрезать днище поршня на недостающую до этого значения величину.
Для двигателей 740.50-360 маркировка 740.51-1004015-41 выполнена на внутренней поверхности поршня. Для двигателей 740.30-260, 740.31-240 и 740.11-240 маркировка 740.30-1004015-40 выполнена на внутренней поверхности поршня.
УСТАНОВКА ПОРШНЕЙ С ДВИГАТЕЛЕЙ КАМАЗ ДРУГИХ МОДЕЛЕЙ НЕДОПУСТИМА!
КОМПРЕССИОННЫЕ КОЛЬЦА 2 и 3 (рис. 2-13) изготавливаются из высокопрочного, а маслосъемное из серого чугунов. Верхнее компрессионное кольцо имеет форму двухсторонней трапеции, а второе имеет форму односторонней трапеции. При монтаже торец с отметкой «ТОР» или » ВЕРХ » должен располагаться со стороны камеры сгорания.
На двигателях 740.50-360 рабочая поверхность верхнего компрессионного кольца 2 покрыта молибденом и имеет бочкообразную форму.
Форма на втором компрессионном кольце представляет собой конус с уклоном к нижнему торцу, по этому характерному признаку кольцо получило название «минутное». Рабочая поверхность кольца покрыта хромом. Минутные кольца применены для снижения расхода масла на угар, их установка в верхнюю канавку недопустима.
МАСЛОСЪЕМНОЕ КОЛЬЦО 4 (рис. 2-13) коробчатого типа, высотой 4 мм, с пружинным расширителем, имеющим переменный шаг витков и шлифованную наружную поверхность. Средняя часть расширителя с меньшим шагом витков при установке на поршень должна располагаться в зоне замка кольца. Рабочая поверхность кольца покрыта хромом.
Маркировка поршневых колец выполнена на верхнем торце колец рядом с замком. Маркировка содержит обозначение предприятия-изготовителя — «GOE» и обозначение верхнего торца кольца — «ТОР» (для двигателей 740.50-360 и 740.30-260) и «КАМАЗ» и «ВЕРХ» (для двигателей 740.31-240 и 740.11-240).
УСТАНОВКА ПОРШНЕВЫХ КОЛЕЦ С ДРУГИХ МОДЕЛЕЙ ДВИГАТЕЛЕЙ КАМАЗ МОЖЕТ ПРИВЕСТИ К УВЕЛИЧЕНИЮ РАСХОДА МАСЛА, УХУДШЕНИЮ ЭКОЛОГИЧЕСКИХ ПОКАЗА ТЕЛЕЙ И УМЕНЬШЕНИЮ РЕСУРСА РАБОТЫ!
ПОРШНЕВОЙ ПАЛЕЦ 11 (рис. 2-13) плавающего типа, его осевое перемещение ограничено стопорными кольцами 12. Палец изготовлен из хромоникелевой стали, диаметр отверстия 20,7 мм для двигателя 740.50-360 и 21,7 мм для двигателей 740.30-260, 740.31-240 и 740.11-240 с фасками 2×45°.
ПРИМЕНЕНИЕ ПОРШНЕВЫХ ПАЛЬЦЕВ С ДРУГИМИ ДИАМЕТРАМИ ОТВЕРСТИЙ И РАЗМЕРАМИ ФАСОК НЕДОПУСТИМО, ТАК КАК ЭТО НАРУШАЕТ БАЛАНСИРОВКУ ДВИГАТЕЛЯ!
ФОРСУНКИ ОХЛАЖДЕНИЯ ПОРШНЯ (рис. 2-8) устанавливаются в картерной части блока цилиндров 7 и обеспечивают подачу масла из главной масляной магистрали на внутреннюю поверхность поршней.
При сборке двигателя необходимо контролировать правильность положения трубки форсунки охлаждения поршня 1 относительно гильзы цилиндра 6 и поршня. Контакт с поршнем и деталями кривошипно-шатунного механизма недопустим.
МАХОВИК 1 (рис. 2-14) изготовлен из специального чугуна и закреплен десятью болтами 16 с двенадцатигранной головкой, изготовленными из легированной стали, на хвостовике коленчатого вала и зафиксирован штифтом 4 на центрирующей шейке коленчатого вала 20. С целью исключения повреждения поверхности маховика, под головки болтов устанавливаются шайбы 17. Величина момента затяжки болтов крепления маховика указана в приложении.
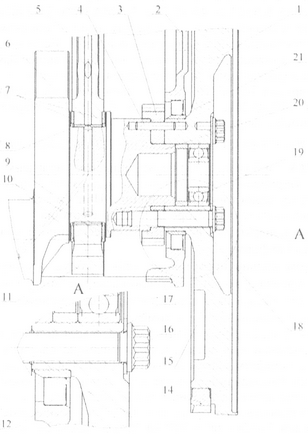
Рис. 2-14. Установка маховика: 1 — маховик; 2 — картер маховика; 3 — шестерня привода газораспределительного механизма; 4 — штифт установочный маховика; 5 — блок цилиндров; 6 — коленчатый вал; 7 — полукольцо упорное верхнее; 8 — вкладыш подшипника коленчатого вала верхний; 9 — вкладыш подшипника коленчатого вала нижний; 10 — полукольцо упорное верхнее; 11 — крышка подшипника коленчатого вала; 12 — манжета С 8002714 (Германия); 14 — обод зубчатый; 15 — выборка под дисбаланс; 16 — болт; 17 — шайба; 18 — втулка дистанционная; 19 — подшипник; 20 — центрирующая шейка; 21 — кольцо.
На обработанную цилиндрическую поверхность маховика напрессован зубчатый обод 14, с которым входит в зацепление шестерня стартера при пуске двигателя. Под манжету уп лотнения коленчатого вала устанавливается кольцо 21 с наружной хромированной поверхностью. Во внутреннюю расточку маховика установлена дистанционная втулка 18 и подшипник 19 первичного вала коробки передач с двухсторонним уплотнением.
При выполнении регулировочных работ по установке угла опережения впрыскивания топлива и величин тепловых зазоров в клапанах механизма газораспределения, а также при отворачивании болтов крепления маховика во время проведения ремонтных работ, маховик фиксируется при помощи фиксатора (рис. 2-15).
Маркировка маховика выполнена на литой поверхности со стороны сцепления.
УСТАНОВКА МАХОВИКОВ ДРУГИХ МОДЕЛЕЙ ДВИГАТЕЛЕЙ КАМАЗ, А ТАКЖЕ МАХОВИКОВ ДВИГАТЕЛЕЙ ОДНОЙ МОДЕЛИ, НО С ДРУГИМИ ВАРИАНТАМИ ТОПЛИВНЫХ АППАРАТУР, ПРИ ПРОВЕДЕНИИ РЕМОНТНЫХ РАБОТ НЕ ДОПУСКАЕТСЯ!
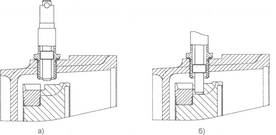
Рис. 2-15. Положение ручки фиксатора маховика двигателя КАМАЗ — 740.50-360: а) — при эксплуатации; б) — при регулировке, в зацеплении с маховиком.
Гаситель крутильных колебаний (рис. 2-16) закреплен восемью болтами на переднем носке коленчатого вала.
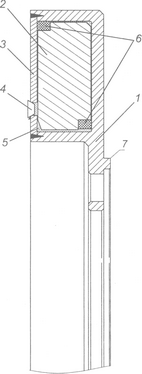
Рис. 2-16. Гаситель крутильных колебаний коленчатого вала: 1 — корпус гасителя; 2 — маховик гасителя; 3 — крышка; 4 — пробка заправочного отверстия; 5 — высоковязкостная силиконовая жидкость; 6 — лента подшипника гасителя; 7 — центровочный бурт.
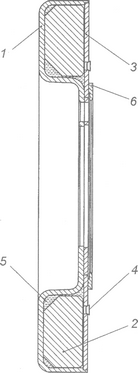
Рис. 2-17. Гаситель крутильных колебаний коленчатого вала двигателя 740.11-240: 1 — корпус гасителя; 2 — маховик гасителя; 3 — крышка; 4 — пробка заправочного отверстия; 5 — высоковязкостная силиконовая жидкость; 6 — центровочная шайба.
Гаситель состоит из корпуса 1 (рис. 2-16), в который установлен с зазором маховик гасителя 2. Снаружи корпус гасителя закрыт крышкой 3. Герметичность обеспечивается сваркой по стыку корпуса гасителя и крышки. Между корпусом гасителя и маховиком гасителя находится высоковязкая силиконовая жидкость, дозировано заправленная перед заваркой крышки. Центровка гасителя осуществляется буртиком 7.
Гашение крутильных колебаний коленчатого вала происходит путем торможения корпуса гасителя, закрепленного на носке коленчатого вала, относительно маховика в среде силиконовой жидкости. При этом энергия торможения выделяется в виде теплоты.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ при проведении ремонтных работ деформировать корпус и крышку гасителя. Гаситель с деформированным корпусом или крышкой к дальнейшей эксплуатации не пригоден.
После установки гасителя проверить наличие зазора между гасителем и противовесом.