Мусоровоз КО-440-4К1 с боковой разгрузкой

Мусоровоз КО-440-4К1 предназначен для механизированной погрузки твердых бытовых отходов из контейнеров (вместимостью 0,75 м3) в кузов, их уплотнения, транспортирования и выгрузки. В состав специального оборудования входят: кузов с задней крышкой, толкающая плита, боковой манипулятор, гидравлическая и электрическая системы. Уплотнение отходов в кузове производится толкающей плитой. Выгрузка осуществляется опрокидыванием кузова и толкающей плитой. Установлен гидроцилиндр толкающей плиты улучшенной конструкции (Конструкция данного цилиндра исключает радиальные нагрузки).
- высокая маневренность
- качественная гидравлика
- высокопрочные металлорукава высокого давления
- возможность погрузки стандартных металлических контейнеров 0,75 м3 и пластиковых евроконтейнеров 0,77 м3
Технические характеристики:
Эксплуатация мусоровозов
Проблема уборки отходов в той или иной степени волновала человечество во все времена. Жизнь в современных реалиях диктует новые требования, в том числе и к мусороуборочной технике. Мусоровоз, являясь связующим звеном между организованными возле домов площадками с контейнерами для мусора и свалкой, должен обладать хорошим функционалом, быть надежным и долговечным.
По типу загрузочного оборудования мусоровозы подразделяются на:
- спецтехнику с задней загрузкой;
- технику с боковым типом загрузки;
- с краноманипуляторной установкой.
Из многообразия этой спецтехники лидирующие позиции принадлежать мусоровозам с задней загрузкой. Поскольку эта техника наиболее экономически выгодна благодаря простоте в эксплуатации, долговечности, а ее стоимость ниже, чем у машин с другим типом загрузки.

Мусоровозы с задней загрузкой
Эксплуатация такой спецтехники предполагает механизированный или ручной сбор ТБО из контейнеров-накопителей всех типов, их уплотнение, транспортировку и механическую выгрузку.
Конструктивно такая спецтехника состоит из кузова, заднего открывающегося борта, уплотнительного устройства (подающей и прессующей плиты). Кузов — несущий узел спецоборудования, на который монтируются все остальные элементы. Внутри кузова с помощью роликов движется выталкивающая плита (она же является передней стенкой кузова). При помощи этой плиты отходы уплотняются и выгружаются. Рабочие органы оснащены гидравлическим приводом.
Управление производится из кабины водителя посредством пульта управления (ПУ), либо ПУ на кузове. Для загрузки отходов накопительные емкости подкатываются к захвату опрокидывателя, приведенному в рабочее положение. Затем захваченный резервуар поднимается и опрокидывается в загрузочный бункер. После выгрузки мусора из контейнеров-накопителей производится его уплотнение.
Преимущества заднего типа погрузки мусора:
- более высокий коэффициент уплотнения отходов по сравнению с мусоровозами с другими вариантами загрузки;
- грузоподъемность такой техники больше;
- наличие мусоровозов с задним типом загрузки позволит обходится меньшим парком мусороуборочной техники;
- благодаря низко установленному бункеру не происходит просыпания мусора, не загрязняется экология;
- есть возможность ручной погрузки (актуально при работе в частном секторе);
- при случайном попадании внутрь кузова опасного предмета оператор может быстро его извлечь.
Из минусов можно отметить то, что при эксплуатации техники такого вида применяются исключительно контейнеры на колесах.
Мусоровозы с боковой загрузкой
Эксплуатация мусоровозов с боковым типом загрузки позволяет исключить ручной труд при сборе ТБО, тем самым сокращая время работы.

Спецтехника с боковой загрузкой предназначена для механизированной погрузки контейнеров. При помощи гидравлического манипулятора можно поочередно выгрузить отходы из трех контейнеров, стоящих рядом, не используя ручной труд.
Но работать только манипулятором не всегда возможно по причине недостаточной квалификации водителя мусоровоза и большого разнообразия конструкций мусорных контейнеров.
У зарубежных моделей мусороуборочной техники с боковой загрузкой предусмотрена полностью механизированная загрузка. Управление процессом производится из кабины водителя. Для удобства оператора кабина имеет низкую посадку, а двери выполнены с полным остеклением для лучшего обзора.
Мусоровозы с фронтальной загрузкой
Спецтехника с фронтальной (передней) загрузкой предназначена для сбора отходов из накопителей, объем которых составляет 8 куб.м. Выгрузка бункеров производится полностью механизированным способом. Оператор осуществляет все манипуляции, не выходя из кабины. Для выгрузки мусора можно использовать самосвальный способ или задействовать толкающую плиту.
Основным плюсом такой спецтехники является скорость сбора отходов. Поскольку разгружается сразу большой бункер вместо поочередно выгружаемой партии из нескольких небольших контейнеров. Также при эксплуатации мусоровозов с фронтальной загрузкой нужно учитывать, что это довольно большая и массивная техника, которой для погрузки требуется больше пространства.

Бункеровозы (системы Roll-Off)
К массовой коммунальной спецтехнике относятся и мусоровозы-бункеровозы.

Различается эта техника объемом транспортируемых бункеров и типом их погрузки.
По способу погрузки подразделяются на следующие виды:
- технику с крюковым захватом, известную под названием “мультилифт” (так назывался финский бренд, возникший еще в период советского государства);
- авто с тросовым механизмом погрузки;
- рамная (портальная) техника.
Особенности эксплуатации мусоровозов с различной вместимостью кузова
Компактные малотоннажные мусоровозы — оптимальный вариант для эксплуатации в условиях плотной застройки. Такая техника легко передвигается по дворам, проезжает в арки. Малотоннажные мусоровозы с вместимостью кузова 8-14 м 3 применяются при сборе мусора в частном секторе, парках, скверах. На большинстве моделей установлены подъемники, способные работать с евро контейнерами и контейнерами отечественного производства. Такая мусороуборочная техника подойдет для эксплуатации на малом плече вывоза и для транспортировки отходов на станции перегруза.
Среднетоннажные мусоровозы помимо сбора и транспортировки отходов можно эксплуатировать как транспортные средства в мобильных комплексах с маловместительной спецтехникой.
Крупнотоннажные мусоровозы с вместимостью кузова до 25 м 3 эксплуатируются в основном в городских условиях при застройке средней плотности. Эта техника оптимальна для большого плеча вывоза и при транспортировке на большие расстояния к месту обезвреживания ТКО.
В заключение
Современные модели мусоровозов не сильно различаются между собой незначительными элементами, комплектующими и материалами. Есть отличия в качестве изготовления техники и ее производительности.
Мусоровозы с задней загрузкой, обладая многими преимуществами, относятся к самой востребованной технике для ежедневной перевозки отходов. Спецтехника полностью отечественного производства рекомендуется для эксплуатации в небольших населенных пунктах, подойдет для молодых мусороуборочных предприятий.
Для крупных предприятий и тех, кто собирает и транспортирует большие объемы отходов, нужна спецтехника с длительным ресурсом. Например, иномарка или мусоровоз с импортной надстройкой, установленной на шасси в нашей стране.
Как и чем производится уплотнение кузова и кабины

Сборка кузова
Технологический процесс сборки кузовов обычно состоит из сборки до окрашивания и общей сборки после окрашивания. Принципиально процесс общей сборки после окрашивания кузова при его ремонте ничем не отличается от сборки нового кузова, меняются лишь организационные формы сборки и соотношения трудоемкости отдельных видов работ. Сборка кузова после капитального ремонта должна производиться в той же последовательности и с той же тщательностью, что и сборка нового кузова.
Характерная особенность сборки состоит в том, что здесь обнаруживаются все основные недостатки предыдущих технологических операций. Если они выполнены с отступлением от технических условий, то производят дополнительную обработку, подгонку и разного рода доделки, влияющие на трудоемкость и качество сборки.
При сборке кузовов серьезное внимание уделяют выбору инструментов и приспособлений. Помимо универсальных инструментов и приспособлений, которые могут быть использованы на любой операции, соответствующей их назначению (гаечные клкгаи отвертки и др.), широко применяют и специальные инструменть предназначенные для выполнения одной вполне определенной операции. Применение специальных приспособлений или инстру ментов упрощает и облегчает процесс сборки.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
- Наземные погрузочные машины
- Основные тенденции развития погрузочных машин
- Технологические схемы применения и перспективы совершенствования погрузочных машин
- Системы дистанционного и автоматического управления
- Системы непосредственного управления
- Конструкции передаточных конвейеров
- Принципиальные схемы передаточных конвейеров
- Ходовая часть на пневматических шинах
- Гусеничная ходовая часть
Сборку любого кузова нельзя осуществлять в произвольной последовательности. Последовательность сборки определяется прежде всего конструкцией собираемого узла, а также требуемым
разделением сборочных работ. Сборочные схемы принято для наглядности изображать так, чтобы соответствующие узлы и детали были поставлены в порядке их введения в технологический процесс сборки.
В зависимости от качества ремонта, точности изготовления отдельных узлов и деталей кузова и количества пригоночных работ различают три основных вида сборки: по принципу полной взаимозаменяемости, по принципу индивидуальной пригонки и по принципу ограниченной взаимозаменяемости. Сборку по принципу полной взаимозаменяемости применяют преимущественно в массовом и крупносерийном производстве. В мелкосерийном производстве и тем более в единичном производстве принцип полной взаимозаменяемости экономически не оправдан и потому применяется он лишь в отдельных случаях. Сборка по принципу индивидуальной пригонки, назначение которой придать детали точные размеры или ту или иную геометрическую форму, осуществляется пригонкой соединяемых деталей друг к другу. Эта операция обычно очень сложная и трудоемкая, поэтому на передовых авторемонтных заводах сборка по принципу индивидуальной пригонки постепенно вытесняется более совершенной сборкой по принципу ограниченной взаимозаменяемости.
Наиболее распространенными видами пригоночных работ при сборке кузова являются работы, связанные с постановкой деталей и узлов, снятых с кузова и подвергшихся ремонту или вновь изготовленных; опиливание; сверление и развертывание отверстий по месту; нарезание резьбы; зачистка; гибка. Механизация пригоночных работ при сборке осуществляется главным образом за счет применения универсальных и специализированных инструментов с электрическим и пневматическим приводами.
Сборка кузовов до окрашивания обычно связана со значительным объемом пригоночных работ и производится на участке ремонта кузова. На кузова легковых автомобилей до окрашивания устанавливают предварительно загрунтованные двери, передние и задние крылья, капот, облицовку радиатора, брызговики, крышку багажника и другие детали, подлежащие окрашиванию вместе с кузовом.
Сборку кузова после окрашивания производят в последовательности, обратной разборке кузовов. Основные сборочные работы выполняют на окрашенном кузове и поэтому их следует оводить аккуратно.
Приклеивание губчатого уплотнителя. На многих легковых автомобилях («Москвич», «Волга») и кабинах грузовых автомобилей уплотнение дверей осуществляется с помощью губчатых резиновых профилей, которые приклеивают на двери автомобилей и в проем двери клеем 78- БЦСП , обеспечивающим работоспособность клеевого соединения от —50 до +90 °С. Для надежного приклеивания используют клей, как правило, с вязкостью в стадии поставки 40 — 60 с (по ВЗ-4); в случае превышения этой вязкости клей разбавляют смесью бензина с эти-лацетатом в соотношении 1:2 по массе; губчатый уплотнитель, предназначенный для приклеивания, обезжиривают бензином БР-1 «Галоша»; нанесение клея и склеивание производят при 18 — 25 °С и относительной влажности не более 75%; на склеиваемую поверхность губчатого уплотнителя с помощью кисти наносят равномерный слой клея и сушат на воздухе 10—15 мин; допускается хранение уплотнителя с нанесенным клеем до 6 — 8 ч; на окрашенную поверхность металла с помощью кисти наносят первый равномерный слой клея и сушат его 3 — 5 мин, а затем второй слой клея, который сушат 0,5—1,5 мин; уплотнитель плотно прижимают руками, а затем прикатывают его роликом.
Выдержав указанные режимы, обеспечивают надежное приклеивание с высокими показателями на отрыв и отслаивание. Для этих целей можно использовать и клей 88-НП, но он обладает более низкой термостойкостью — до +60 °С.
Установка ветрового и заднего стекол. Ветровое и заднее стекла на кузовах, ветровые стекла на кабинах устанавливают в проемы, как правило, в сборе с уплотнителем. Для монтажа стекол применяют различные конструкции уплотнителей, поэтому различны технологии и последовательность сборки уплотнителя со стеклом и постановка стекла в проем кузова или кабины.
На автомобилях ГАЗ -24 «Волга» применяют трехпазовый уплотнитель (паз для стекла, паз для декоративного молдинга, паз для установки в проем кузова); на автомобилях «Москвич »— четырехпазовый уплотнитель с дополнительным пазом Для распорного резинового вкладыша круглого сечения, обеспечивающего плотное прилегание лепестков уплотнителя к стеклу и фланцу проема кузова.
Предварительный монтаж стекла до постановки его на кузов производят в такой последовательности. В уплотнитель продевают вспомогательный шнур для облегчения установки ветрового стекла на кузов. Затем надевают уплотнитель на диски специальной установки и наносят уплотняющую мастику в пазы для стекла и под фланец кузова. В качестве уплотняющей мастики используют мастику 51Г7. Установка состоит из двух вращающихся по часовой стрелке дисков, на которые надет уплотнитель. В оба паза уплотнителя вставлены сопла. Через сопла под давлением поршней пневматических цилиндров и через шнек выдавливается мастика Мастика укладывается равномерно и без разрывов. Затем надевают уплотнитель на стекло и, уложив его на подставку, вкладывают в паз декоративную рамку. Стекло в сборе с уплотнителем, декоративной рамкой-молдингом и его вспомогательным шнуром подготовлено для постановки на кузов. Концы вспомогательного шнура не заправляют в уплотнитель, а оставляют свободными. Вытягиванием вспомогательного шнура отгибают лепесток уплотнителя и устанавливают стекло в проем кузова.
В течение последних лет автомобильные фирмы США и Западной Европы («Ауди», «Вольво», «Порше» и др.) применяют для установки ветрового стекла специальную клеящую пасту резинового уплотнителя. Технологический процесс установки екла таким способом включает предварительную обработку стекла специальным раствором для обеспечения адге-ии грунтовки, грунтование кромки стекла для усиления адгезии клеевой пасты, нанесение специальной клеящей пасты в виде жгута шириной 8 мм и высотой 10 мм, установку стекла в проем кузова и отверждение. К преимуществам данного способа крепления стекол относят значительное повышение герметичности, снижение массы автомобиля, повышение жесткости кузова, больший диапазон колебаний допусков на установку.
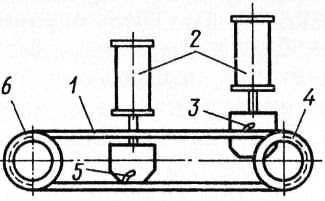
Рис. 1. Схема установки для нанесения уплотняющей мастики:
1 — уплотнитель стекла, 2 — пневматические цилиндры, 3, 5 —сопла, 4, 6 — диски
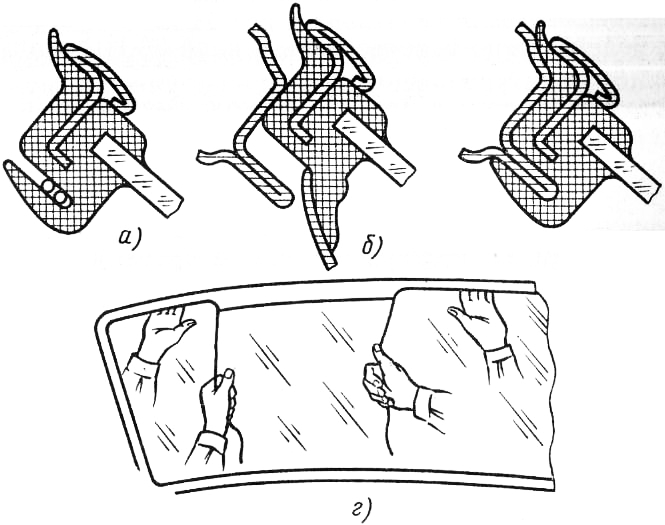
Рис. 2. Схема установки стекла с трехпазовым уплотнителем:
а — стекло в сборе с уплотнителем и молдингом и вспомогательным шнуром, б — стекло с уплотнителем в проеме кузова, в — стекло с уплотнителем, установленное в проем кузова, г — вытягивание шнура
Уплотнение и защита кузова от коррозии
В дополнение к герметизирующим деталям, предусмотренным в дверях и крышке багажника, во избежание попадания в кузов воды и пыли, а также попадания воды и грязи из-под крыльев на лицевую поверхность, кузов на заводе специально обрабатывают.
Для этого применяют два типа защитных битумных мастик:
- Неплотности между фланцами свариваемых деталей и различные щели промазывают вручную длинноволокнистой мастикой № 57У. Благодаря значительной толщине слоя мастики она со временем не затвердевает полностью; в ней не образуются трещины и уплотнение не нарушается.
- Для уплотнения тонких щелей применяют незасыхающую коротковолокнистую мастику № 213, наносимую в полужидком состоянии в виде тонкого шнура, выдавливаемого из специального пистолета.
Как установить роллбар (защитную дугу)
Для радикальной защиты от коррозии кузов подвергается на заводе специальной обработке — фосфатированию (бондеризации). Этот процесс представляет собой обработку всей наружной и внутренней поверхности кузова раствором солей фосфорной кислоты, который, взаимодействуя с металлом кузова, образует прочно связанное с ним микропористое фосфатное покрытие. Пористая структура покрытия обеспечивает также надежное сцепление покрытия с наносимой на него грунтовкой. Таким образом, фосфатирование препятствует доступу кислорода к основному металлу кузова и не допускает образования и распространения коррозии под окраской. При местных повреждениях окраски, доходящих до основного металла, коррозия может образоваться только на месте повреждения.
Грунтовка, являющаяся основанием окраски, наносится на бондеризованную поверхность кузова методом распыливания, кроме нижней части кузова, которую для более надежной защиты погружают в ванну с грунтовкой на глубину около 0,7 м.