Припои: особенности и разновидности
Припой является важным компонентом пайки. Это расходный материал, который соединяет между собой ножки радиодеталей и контакты дорожек на плате, скрепляет две металлические детали либо же заполняет прорехи в металле при реставрации эмалированной посуды. Соединение происходит благодаря затвердеванию припоя, который наносится между соединяемыми поверхностями в расплавленном виде — поэтому температура его плавления должна быть меньшей, чем температура плавления скрепляемых деталей.
В качестве припоя используются металлы или сплавы металлов, к которым могут добавляться примеси других металлов с целью изменения свойств. Например, температуры плавления, прочности, смачиваемости. Разумеется, процентное соотношение металлов также варьируется. Поэтому ассортимент припоя огромен.
Универсальных припоев не существует, ведь он должен иметь характеристики, соответствующие соединяемым деталям, а также отвечать требованиям эксплуатации.
Основными свойствами припоя считаются смачиваемость и температура плавления. От первого параметра зависит то, насколько хорошо жидкий припой будет растекаться по поверхности и заполнять все полости. Второй параметр влияет на температуру нагрева жала или потока горячего воздуха, а также на соединяемые элементы. Из-за этого припой должен иметь меньшую температуру плавления, чем спаиваемые детали, иначе они оплавятся и контакт ухудшится.
Температуру плавления припоя разделяют на два порога: нижний и верхний. Нижний порог температуры обозначает начало плавления легкоплавких компонентов припоя. Верхний порог указывает температуру, при которой весь припой переходит в жидкое состояние. Интервал между этими состояниями называют интервалом кристаллизации припоя. При нанесении припоя с температурой кристаллизации место пайки будет хрупким, а соединение может быстро разрушиться. Также следует знать, что до окончательного затвердевания припоя паянное соединение нельзя подвергать нагрузкам.
К другим физико-механическим свойствам припоев относят удельное электрическое сопротивление, сопротивление разрыву, плотность, теплопроводность, твёрдость.

Разновидности припоев
Существует большое разнообразие припоев. Оно определяется температурой плавления, наличием свинца, количеством компонентов, а также формой выпуска. Кроме того, припои отличаются составом.
Температура полного расплавления у каждого припоя своя, однако по данному параметру припои классифицируются на два типа: мягкие и твёрдые. К мягким (или легкоплавким) относят припои, температура плавления которых составляет не более 300°С. К твёрдым (или тугоплавким) — припои с температурой плавления от 300°-450°С. При этом эти две группы припоев отличаются свойствами. Так, предел прочности мягких припоев находится в пределах 16-100 МПа, тогда как у твёрдых он составляет 100-500 МПа.
В зависимости от наличия свинца припои делятся на свинцовые и бессвинцовые. Это вызвано тем, что свинец является токсическим веществом. Поэтому в последнее время они стали замещаться бессвинцовыми сплавами, которые менее опасны для человека.
Такой параметр, как количество компонентов редко встречается в классификации, поскольку большинство современных припоев состоят из двух или трёх металлов, но в качестве припоя может использоваться и одно олово. Хотя, из-за его дороговизны, одно олово, как правило, не применяется в роли припоя.
Форма выпуска припоев тоже может быть разной. Она отличается в зависимости от типа припоя. Так, мягкие или легкоплавкие изготавливают в виде проволоки разного диаметра (от 0,25 мм до 3 мм), намотанной на катушку или упакованной спиралью в колбе. Изредка могут поставляться в виде прутков. Существуют мягкие припои в виде шариков для поверхностного монтажа BGA компонентов с помощью бесконтактной пайки. Твёрдые или тугоплавкие припои также делают в виде катушек с намотанной проволокой. Некоторые разновидности твёрдых припоев производят в виде зёрен, полос или прутков.
Ещё одним параметром можно считать состав. Причём это касается не только основных компонентов, ведь в состав припоя в небольших количествах (десятые, сотые или даже тысячные части процентов — 0,002% или 0,1%) входят примеси. Например, в оловянно-свинцовых припоях могут присутствовать сурьма, висмут, мышьяк, железо, никель, цинк и другие химические вещества. Кроме этого, в состав припоя может входить флюс или канифоль (используется для очистки поверхностей от окислов и улучшения растекаемости припоя). Припои с флюсом в своём названии могут иметь приставку «flux» или букву «Ф» (если марка припоя указывается по советскому стандарту).

Легкоплавкие (мягкие) припои
Наиболее распространёнными припоями являются легкоплавкие, или мягкие. Как понятно из названия, они плавятся при относительно небольших температурах. К ним относят припои, верхний порог плавления которых составляет 300°С или 400°С (хотя некоторые виды легкоплавких припоев могут плавиться при температурах 180°-280°С, при этом бывают и низкотемпературные составы, которые расплавляются при температурах 60°-95°С). Такие припои удобны в работе, поскольку с ними можно работать паяльником. При этом, у мягких припоев есть недостаток — меньшая прочность (в сравнении с твёрдыми припоями). Из-за этих особенностей данный вид припоя применяется промышленностью для пайки изделий, деталей и устройств, которые в процессе эксплуатации не будут подвергаться воздействию высоких температур и большим механическим нагрузкам. Кроме того, такие припои распространены среди радиолюбителей — как при ремонте радиоэлектроники, так и при создании новых приборов.
Чаще всего такие припои являются сплавами олова и свинца в разных пропорциях (олово 40%, свинец 60%; олово 50%, свинец 50%; олово 60%, свинец 40%; олово 61%, свинец 39%; олово 63%, свинец 37%). Обозначаются маркой «ПОС» (припой оловянно-свинцовый).
Также существуют трёхкомпонентные оловянно-свинцовые припои. В их состав добавляют висмут или сурьму (олово 25%, свинец 25%, висмут 50% (сплав Розе); олово 33.4%, свинец 33.3%, висмут 33.3%; олово 40%, свинец 58%, сурьма 2%). Легкоплавкие припои с добавлением висмута обозначаются аббревиатурой «ПОСВ». Припои с добавлением сурьмы маркируются «ПОССу».
Впрочем, из-за токсичности свинца, начали выпускать бессвинцовые припои. И даже больше — в Европе и США в 2006 году была принята директива RoHS, запрещающая использование припоев с содержанием свинца при производстве электроники. Однако в сравнении с обычными, оловянно-свинцовыми припоями, бессвинцовые составы требуют соблюдения особенных технологических мер. Зато такие припои можно использовать для пайки медных труб в системах питьевого водоснабжения.
Основным компонентом таких припоев является олово (до 96-98% содержания), к которому добавляют медь, серебро, висмут, индий, цинк. Бессвинцовые припои бывают двух-, трёх- и даже четырёхкомпонентными. Наиболее распространёнными являются припои с следующим составом: олово 97%, медь 3%; олово 96,5%, серебро 3%, медь 0,5%; олово 95,5%, серебро 3,8%, медь 0,7%; олово 96,5%, серебро 3,5%; олово 98%, серебро 2%. По сравнению с оловянно-медными припоями лучшими качествами, как по смачиваемости, так и по прочности, обладают серебросодержащие.

Тугоплавкие (твёрдые) припои
Тугоплавкие, или твёрдые, припои являются паяльными расходными материалами, которые характеризуются высокой температурой плавления — от 450°С. Помимо высокотемпературной пайки, а соответственно, и необходимости использования особенного паяльного оборудования, такие припои отличаются от мягких повышенной прочностью. Пайка твёрдыми припоями применяется для соединения стальных и медных труб, радиаторов и кузовов в автомобилях (как альтернатива сварке), для пайки самоваров, ювелирных изделий.
Для пайки тугоплавкими припоями не подойдут паяльники для контактной пайки, ведь температура плавления таких припоев может достигать 1000°С, поэтому для такой пайки используют газовые горелки, индукторы и печи.
В качестве твёрдого припоя может использоваться технически чистая медь. Однако чаще встречаются припои из сплава меди с другими металлами — оловом, цинком, серебром. При этом большинство дополнительных компонентов снижают температуру плавления.
К высокотемпературным припоям относят медно-цинковые (ПМЦ), медно-фосфорные (ПМФ), медно-серебряные и серебряные (ПСР): медь 40-45%, цинк 53-58%, примеси до 2%; медь 45-49%, цинк 49-53%, примеси до 2%; серебро 10%, медь 52-54%, цинк 38%; серебро 45%, медь 20-30%, цинк 25-35%; серебро 25%, медь 39-41%, цинк 34-36%; серебро 70%, медь 25-26%, цинк 4-5%.
Из разнообразия твёрдоплавких припоев можно выделить серебрянные. Они способны спаять разные маталлы — медь, серебро, сталь.

Какой припой выбрать?
При выборе припоя следует руководствоваться такими критериями, как способ пайки, прочность, температурная стойкость спаиваемых деталей и температура плавления припоя. Так, для пайки тонких обмоточных проводов (диаметром 0,05-0,08 мм) или спиральных пружин в контрольно-измерительных приборах можно воспользоваться припоем ПОС-61 (Sn61Pb39). Такой состав обладает отличной электропроводностью и повышенной механической прочностью. Для пайки плавких предохранителей подойдёт припой ПОСВ-33. При пониженных требованиях к прочности шва и в случае повышенного нагрева можно паять припоями ПОС-18, ПОС-30, ПОС-40.
Применение припоя (ПОС30, ПОС40 и ПОС61)

Припой ПОС30, ПОС40 и ПОС61 считаются припоем широкого спектра применения. Припой применяется для пайки, в радиоэлектронике. Пайку осуществляют или с целью создания механически прочного (иногда герметичного) шва, или для получения электрического контакта с малым переходным сопротивлением.
При пайке места соединения и припой нагревают. Так как припой имеет температуру плавления значительно ниже, чем соединяемый металл (или металлы), то он плавится, в то время как основной металл остаётся твёрдым. На границе соприкосновения расплавленного припоя и твёрдого металла происходят различные физико-химические процессы. Припой смачивает металл, растекается по нему и заполняет зазоры между соединяемыми деталями. При этом компоненты припоя диффундируют в основной металл, основной металл растворяется в припое, в результате чего образуется промежуточная прослойка, которая после застывания соединяет детали в одно целое.
Пайка обыкновенно требуется там, где нужно соединить вместе электронные компоненты на плате. Даже в эпоху интегральных схем, большинство электротехнической продукции включали в себя детали, которые были припаяны посредством автоматизированного или заводского процесса. Ручная пайки является ключевым навыком для выпускных экзаменов в школе студентов в области дизайна и технологии. Электрики, сантехники и широкий спектр других специалистов прибегают к пайке элементов в ходе своей работы. Сантехники спаивают медные трубы, когда это невозможно заранее при автоматизированной или заводской обработке листового металла. Пайка, сварка и другие методы промышленного склеивания применяются в производстве.
ПОС-40 (прутки круглые диаметром 8 мм) применяется для пайки латуни, железа и медных проводов, для лужения и пайки электроаппаратуры, деталей из оцинкованного железа с герметичными швами. ПОС-61 (прутки круглые диаметром 8 мм) применяется тогда, когда при паянии нельзя перегревать детали, например при соединении очень тонких проводов, так как в этом припое очень высокое содержание олова, что снижает его температуру плавления. Их применяют для пайки радиоэлектронных компонентов, токопроводящих деталей, пайки и лужения соединения проводов с лепестками и для прочих паяльных работ. Припой оловянно-свинцовый ПОС-40 широко используется в вышеперечисленных паяльных работах. Содержание олова в этом припое всего 40%, остальное приходится на свинец и примеси. Температура плавления ПОС-40 составляет 235 градусов.
МеталлХимЭнерго предлагает большой выбор оловянно-свинцовых припоев различной маркировки, в том числе оловянно-свинцовых припоев с сурьмой и бессвинцовых припоев, содержащих в своем составе чистое олово. Припой оловянно-свинцовый ПОС-40, как и большинство припоев, продается в виде прутков длиной по 40 см или в бухтах по 1 кг. В бухтах припои продаются с канифолью и без канифоли, в прутках с флюсом и без флюса. Такая фасовка дает потребителю возможность выбрать наиболее приемлемый для него расходный материал для паяльных работ.
- Posted on 02.12.2014
- Author admin
- Categories Новости
Что такое припой, и как его используют
По определению припой — это такой метал или сплав, который предназначен для заполнения зазоров между спаиваемыми деталями, с целью получения монолитного соединения.
В различных отраслях народного хозяйства используется огромное количество припоев, на основе разнообразных металлов: олова, меди, сурьмы, цинка. Наиболее часто припой встречается в виде чашек, анодов, проволоки, трубок, листов и т. д. Самыми распространенными можно назвать мягкий и безсвинцовый припой.
Мягкий припой наиболее часто применяется в электронике и микроэлектронике, он имеет огромное количество разнообразных форм и химических составов. Наиболее популярными формами являются: формованные припои, наполненная флюсами и сплошная проволока, стержни, полосы и фольга, литые, стержни, цилиндры, пасты и порошки. Мягкий припой имеет достаточно высокую температуру плавления, порядка 400 — 450 градусов Цельсия. Наиболее популярным является сплав свинец-олово, но могут использоваться и другие: олово-медь, олово-серебро-медь, олово- сурьма, олово-цинк. Среди популярных легирующих металлов, можно выделить все те же: сурьма, серебро, медь, висмут, кадмий, индий, цинк.
Ну не смотря на все преимущества класических припоев, будущее наверняка останется за безсвинцовыми припоями. Ведь на их стороне основной козырь — экологичность, они не содержат такого вредного для всего окружающего элемента как свинец. Такое преимущество позволяет использовать безсвинцовый припой, в тех областях где спаянные элементы имеют непосредственный контакт с человеком, продуктами питания, питьевой водой. Такая возможность очень сильно расширяет сферу где применяется безсвинцовый припой. Также, безсвинцовый припой имеет необходимость пайки при более высоких температурах, для определенных сфер применения.
Хотелось бы еще выделить припои флюсы , как наиболее развитый элемент мягких припоев. Такой припой чаще всего применяется в отраслях, где нужна сверхточная пайка, электроника, микроэлектроника. Удобство в том, что флюс находится внутри трубочки из припоя, и его не нужно добавлять отдельно на место пайки, это существенно повышает точность нанесения припоя, и упрощает работу с ним.
Следует отметить, что постоянно на рынке припоев, появляются все новые и новые их варианты и методики использования, что однозначно свидетельствует о перспективности развития этого рынка, и его основного ключевого игрока, имя которому — припой.

Припой, припои флюсы
Каталог статей
К припоям предъявляются конструктивные и технологические требования.
К конструктивным относятся:
достаточная механическая прочность при нормальных, высоких и низких температурах;
хорошие электро- и теплопроводность;
стойкость против коррозии.
К технологическим относятся:
жидкотекучесть при температуре пайки;
хорошее смачивание основного металла;
определенные для данного припоя температура плавления и температурный интервал кристаллизации.
Припои, имеющие температуру плавления до 350 °С, называются мягкими, а припои, имеющие температуру плавления свыше 350 °С, — твердыми.
В качестве мягких припоев применяют различные сплавы на основе свинца и олова, содержание которых определяет свойства припоев. Некоторые мягкие припои содержат присадки сурьмы, серебра, висмута и кадмия, придающие припою специальные свойства. Серебро и сурьма повышают температуры плавления и затвердевания, а висмут и кадмий понижают их. Серебро препятствует снижению прочности припоя, но делает его хрупким и ухудшает растекание его на меди. При пайке цинка или цинковых сплавов сурьма, входящая в состав припоя (до 2,5%), способствует образованию хрупких сурьмяно-цинковых соединений, поэтому в таких случаях содержание сурьмы в припое не должно превышать 0,25%.
При сборке радиоаппаратуры применяют следующие мягкие припои:
Оловянно-свинцовые припои (ПОС) представляют собой сплавы олова и свинца с присадкой 0,15. 2,5% сурьмы. Механическая прочность припоев повышается с увеличением содержания олова. Прочность паяного соединения не всегда соответствует прочности применяемого припоя, так как при малых зазорах шов заполняется не припоем, а сплавом припоя с основным металлом, который, естественно, обладает иными механическими свойствами. При нормальной температуре механическая прочность паяных соединений, выполненных встык, выше, чем паяных соединений, выполненных внахлест.
Механические свойства оловянно-свинцовыхприпоев с повышением или понижением температуры ухудшаются. При низких температурах (от -30 до -60 °С) наблюдается резкое уменьшение ударной вязкости этих припоев, особенно при большом содержании олова. В указанном интервале температур в олове происходят различные превращения, приводящие к увеличению хрупкости. При повышении температуры до 100 °С уменьшение ударной вязкости происходит медленно, а после 100 °С — быстро.
Электропроводность оловянно-свинцовых припоев зависит от содержания олова и составляет 8. 14% от электропроводности чистой меди. Электропроводность таких припоев обратно пропорциональна содержанию олова.
Коррозионная стойкость припоев в различных агрессивных средах зависит от содержания олова. С увеличением его содержания коррозионная стойкость в кислотах повышается, а в щелочах — понижается.
Герметичность паяных соединений зависит от температурного интервала кристаллизации, который в свою очередь зависит от состава припоя. Припои с широким интервалом температуры кристаллизации способствуют получению пористых, негерметичных соединений, что связано с медленным затвердеванием припоя. Применение припоя с небольшим температурным интервалом кристаллизации (например, около 7 °С у ПОС-61) приводит к уменьшению продолжительности пайки, а применение припоя, у которого точки плавления и затвердевания совпадают, затрудняет получение гладких швов.
В табл. 1.1 приводятся области применения оловянно-свинцовых припоев.
Области применения оловянно-свинцовых припоев
Для пайки стали, оцинкованного железа, меди, латуни, свинца, а также для лужения перед пайкой
Для пайки стали, меди, латуни, белой жести, медных проводов, деталей приборов и радиоаппаратуры, а также для предварительной пайки соединений перед повторной пайкой более легкоплавким припоем
Для пайки ответственных деталей из стали, латуни, а также для пайки монтажных соединений проводов с лепестками
Для пайки деталей из стали, меди, латуни, бронзы, не допускающих высокого нагрева. Для пайки монтажных и обмоточных проводов диаметром 0,05. 0,08 мм, резисторов, конденсаторов, монтажных проводов с хлорвиниловой изоляцией. Для вторичных ступенчатых паек, производимых рядом с пайками, выполненными тугоплавкими припоями. Для пайки герметичных швов (например, изоляторов), а также для пайки специального назначения, когда требуется обеспечение повышенных электропроводности и механической прочности
Для пайки деталей и узлов, подвергающихся в дальнейшем гальваническому покрытию (серебрению, золочению)
Для пайки монтажных соединений в электро- и радиоприборах наиболее широко применяются припои ПОС-30 и ПОС-40. Для пайки тонких монтажных и обмоточных проводов, деталей и узлов, не допускающих нагрева свыше 200 °С, вакуумной пайки стеклянных и керамических проходных изоляторов, а также для ступенчатой пайки близко расположенных деталей используется припой ПОС-61. Он обладает более низкой температурой плавления, небольшим температурным интервалом кристаллизации и более высокой коррозионной стойкостью.
Малооловянистые и безоловянистые припои применяют с целью уменьшения расхода олова. Малооловянистые припои, содержащие свинец, олово и сурьму, лишь немногим уступают высоко-оловянистым припоям по прочности, но являются более хрупкими. Безоловянистые припои очень вязкие, но имеют более высокую температуру плавления, что усложняет процесс пайки.
Основным недостатком малооловянистых и безоловянистых припоев является широкий температурный интервал кристаллизации, достигающий иногда 100 °С и резко увеличивающий время, необходимое для охлаждения соединения, в течение которого спаиваемые детали должны быть неподвижны.
Вместо припоев, содержащих 40. 50% олова и применяемых для пайки монтажных соединений, рекомендуется использовать припой с присадкой серебра следующего состава, %:
Висмут. не более 0,75
Этот припой обладает большей прочностью при растяжении по сравнению с припоями, содержащими 40. 50 % олова, но имеет более высокую (на 30. 35 °С) температуру плавления, что требу ет увеличения мощности паяльников почти вдвое. Он позволяет производить пайку нелуженой и луженой меди с использованием канифолевого флюса, а остальных деталей — кислотных флюсов. Этот припой может применяться для выполнения большинства монтажных соединений, однако он не пригоден для пайки кожухов конденсаторов, трансформаторов и других герметичных деталей, так как способствует образованию пористости шва. Следует отметить, что уменьшение содержания олова в припоях не всегда экономически целесообразно, так как в ряде случаев это приводит к усложнению пайки и повышению расхода припоев.
Легкоплавкие припои (сплавы олова, свинца, висмута и кадмия) применяются в тех случаях, когда пайка выполняется при пониженной температуре из-за опасности перегрева деталей, а также при ступенчатой (вторичной) пайке. При затвердевании эти припои дают незначительную усадку, а некоторые (например, сплав Вуда) даже несколько расширяются. Механическая прочность легкоплавких припоев незначительна (например, висмутовые припои очень хрупкие). Предварительное лужение оловянно-свинцовым или висмутовым легкоплавким припоем способствует некоторому повышению прочности соединения.
Состав и температура плавления легкоплавких припоев приведены в табл. 1.2.
Состав и температура плавления легкоплавких припоев
Температура плавления, °С
Трубчатые припои. Для пайки соединений при монтаже радиоаппаратуры широко применяется так называемый трубчатый припой, представляющий собой пустотелую трубку небольшого диаметра, изготовленную из оловянно-свинцового сплава и заполненную канифолевым флюсом.
Основными преимуществами трубчатых припоев являются:
возможность наложения припоя и флюса на место пайки за один прием;
улучшение качества пайки;
резкое увеличение производительности труда на монтажных операциях, а также облегчение пайки в труднодоступных местах;
существенное уменьшение потерь припоя и флюса, которые при работе кусковым или проволочным припоем и отдельно флюсом весьма значительны (около 20 % припоя и 50 % флюса);
обеспечение подачи к месту пайки надлежащего количества флюса, дозировка которого определяется конструкцией и типом припоя;
возможность плавления припоя в момент, когда флюс уже подогрет и находится в более активном состоянии;
исключение возможности случайного загрязнения флюса.
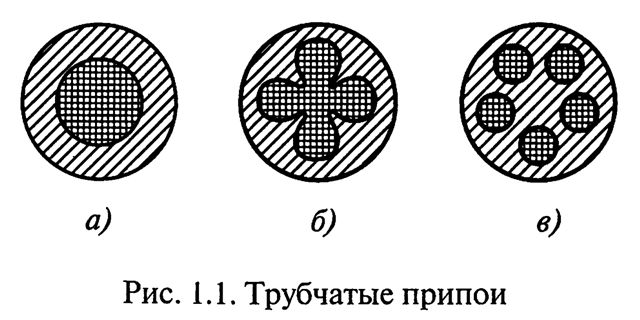
Простейшая конструкция трубчатого припоя представляет собой трубку с круглой сердцевиной из флюса, расположенной в центре (рис. 1.1, а). Недостатками такой конструкции являются перерывы в подаче флюса при наличии пустот в припое, а также преждевременное вытекание ;и испарение флюса во время расплавления довольно толстых стенок трубки, что приводит к уменьшению подачи флюса к месту пайки и, следовательно, к понижению ее качества.
Вероятность перерывов в подаче флюса уменьшается при более сложной форме сердцевины. На рис. 1.1, б показаны трубчатые припои с фасонными сердцевинами, а на рис. 1.1, в — с пятью каналами, заполненными флюсом. Эти припои имеют более тонкие стенки, в результате чего обеспечивается быстрое плавление припоя и, следовательно, быстрое освобождение флюса и подача его к месту пайки в наиболее активном состоянии.
Большое значение имеет дозировка флюса (независимо от формы сердцевины). При изготовлении трубчатого припоя соотношение количества флюса и припоя тщательно контролируется. Для электромонтажных паек применяют трубчатые припои, в которых сердцевина из флюса составляет 2. 3 % общей массы припоя. Правильно спроектированный трубчатый припой и тщательная подготовка деталей к пайке являются надежной гарантией высокого качества пайки монтажных соединений.
Диаметр трубчатого припоя определяется характером соединений. Применение меньших диаметров во многих случаях способствует экономии припоя. Размеры наружных диаметров трубчатых припоев составляют: 1; 1,5; 2; 2,5; 3; 4; 5 мм, а внутренних соответственно вдвое меньше. По наружному диаметру допускается отклонение ±3 %.
Для успешного осуществления пайки и получения качественного соединения применяются активные вещества — флюсы. По своему состоянию флюсы могут быть твердыми (канифоль чистая), мягкими (различные пасты на основе канифоли) и жидкими (составы кислот или спиртовые флюсы на основе разведенной канифоли).
Флюсы должны обеспечивать своевременное и полное растворение оксидов основного металла, равномерное покрытие поверхности металла у места пайки и предохранение его от окисления в продолжение всего процесса пайки.
При электромонтажной пайке РЭА в основном применяют флюс ФКСп (30. 40%-й раствор канифоли в этиловом спирте).
Материал для ознакомления взят из учебника «Радиоэлектронная аппаратура и приборы. Монтаж и регулировка». Автор: Ярочкина Г.В.
Приобрести учебник можно здесь.