Прирезка (правка) седел клапанов после замены направляющих 1.8т 20V AWT, AWM, AVJ, AUM…

Продолжаю подготовку к обновлению мотора. Будет как новый.
Пришло время седел головы 🙂
Про точность вот тут писал — www.drive2.ru/l/533396181452062850/
После замены направляющих обычно немного уходит соосность клапан-седло, немного совсем, но уходит. Так же обычно на пожилых моторах сами седла уже изношены и ушли от заводских размеров, имею ввиду рабочую фаску, ее ширину. Так же кромка обычно имеет микро и не микро повреждения. По сему ее надо обработать, прирезать, восстановить заводские размеры. Заметил что на этих головах обычно выпуск намного сильней изношен, но и впуск тоже просит минимальной правки. Хоть износ есть, но он не критический, и не требует замены седла даже при большом пробеге. Можно в принципе и ничего не править и просто притереть «посильней», но это не мой метод, так как делаю себе практически новый мотор.
Седло состоит из трех фасок. Из рабочей фаски, это основная фаска, она обеспечивает нужное уплотнение клапан-седло. Она имеет определенный размер, впуск меньше выпуск больше. Остальные фаски корректирующие рабочую фаску, сверху и с низу. Верхняя мизерная, задает четкую границу рабочей фаски, с помощью нижней корректируется размер рабочей. Вот так все просто.
Вот размеры седла для голов 1.8т 20V AWT, AWM, AVJ, AUM…
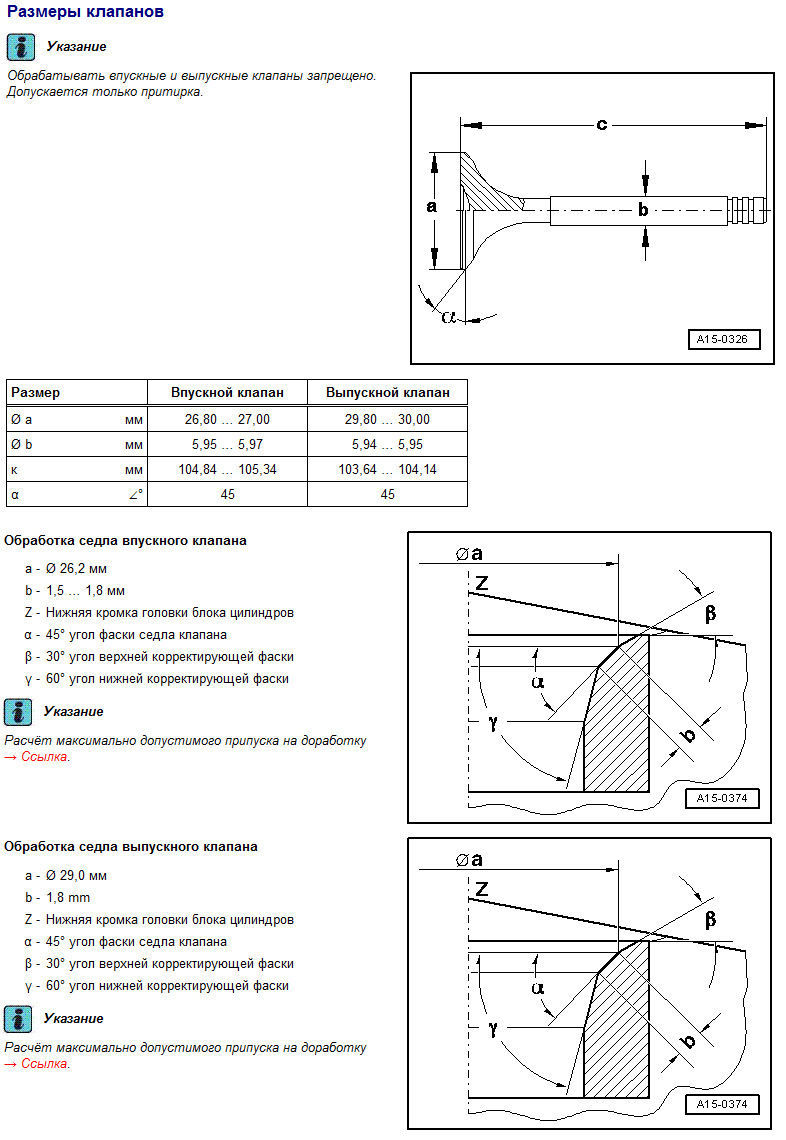
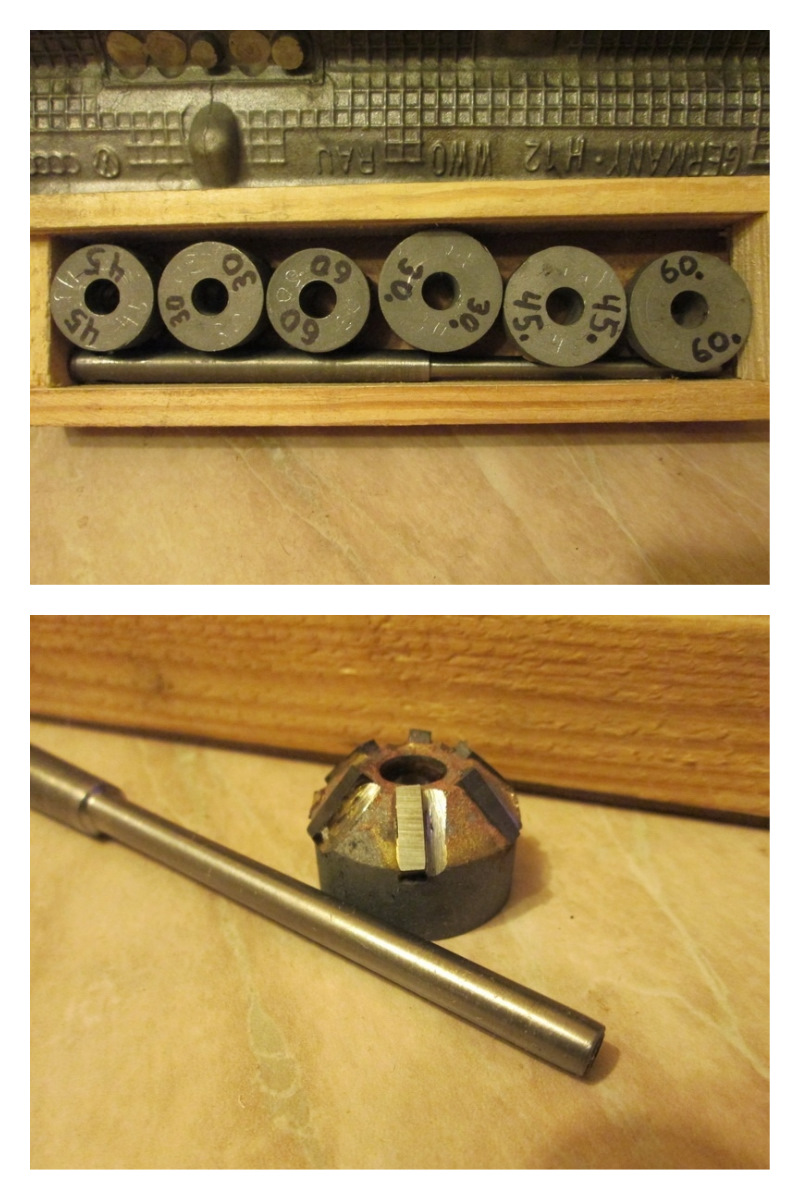
Как видим из мануала нам нужны шарошки для седел с углами 30, 45 и 60 градусов. Этим требованием отвечает набор шарошек для 16ти клапанного ВАЗа… Не большая засада в том что направляющий стержень в наборе под размер направляющих 7мм., а у нас 6мм. Но сее не страшно, на токарном станке или с помощью банальной дрели, «похудеем» до 6мм. 🙂
Хочу обратить внимание, если будете выбирать себе набор, то выбирайте с твердосплавными резцами а не металлическими 🙂
У меня вот такой набор. Так как он от ВАЗа то я на всякий случай перемерил с пристрастием все углы шарошек. Все отлично оказалось, все как и надо 🙂
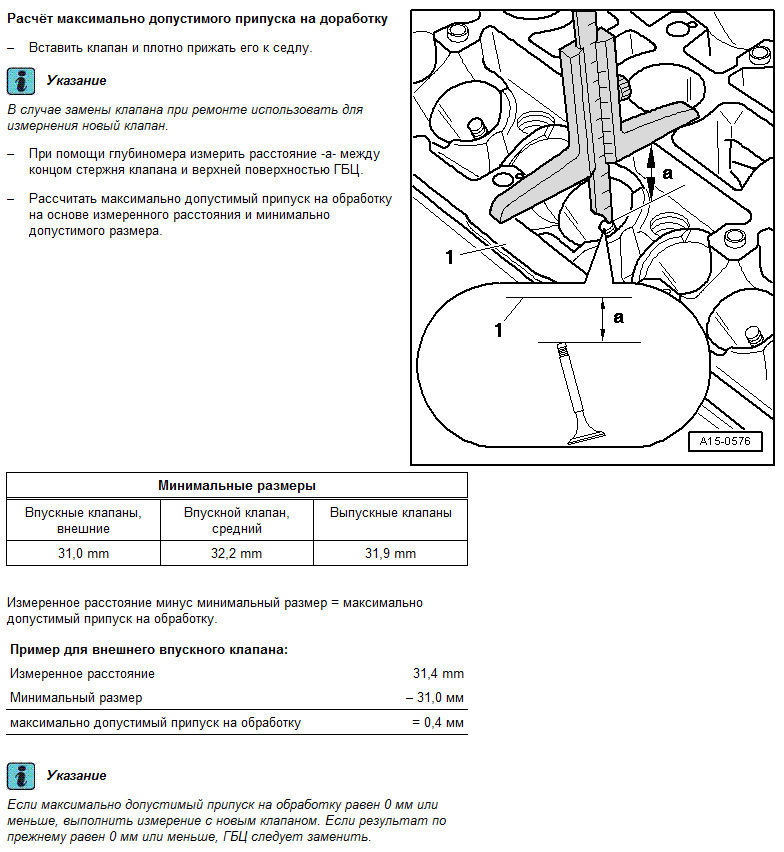
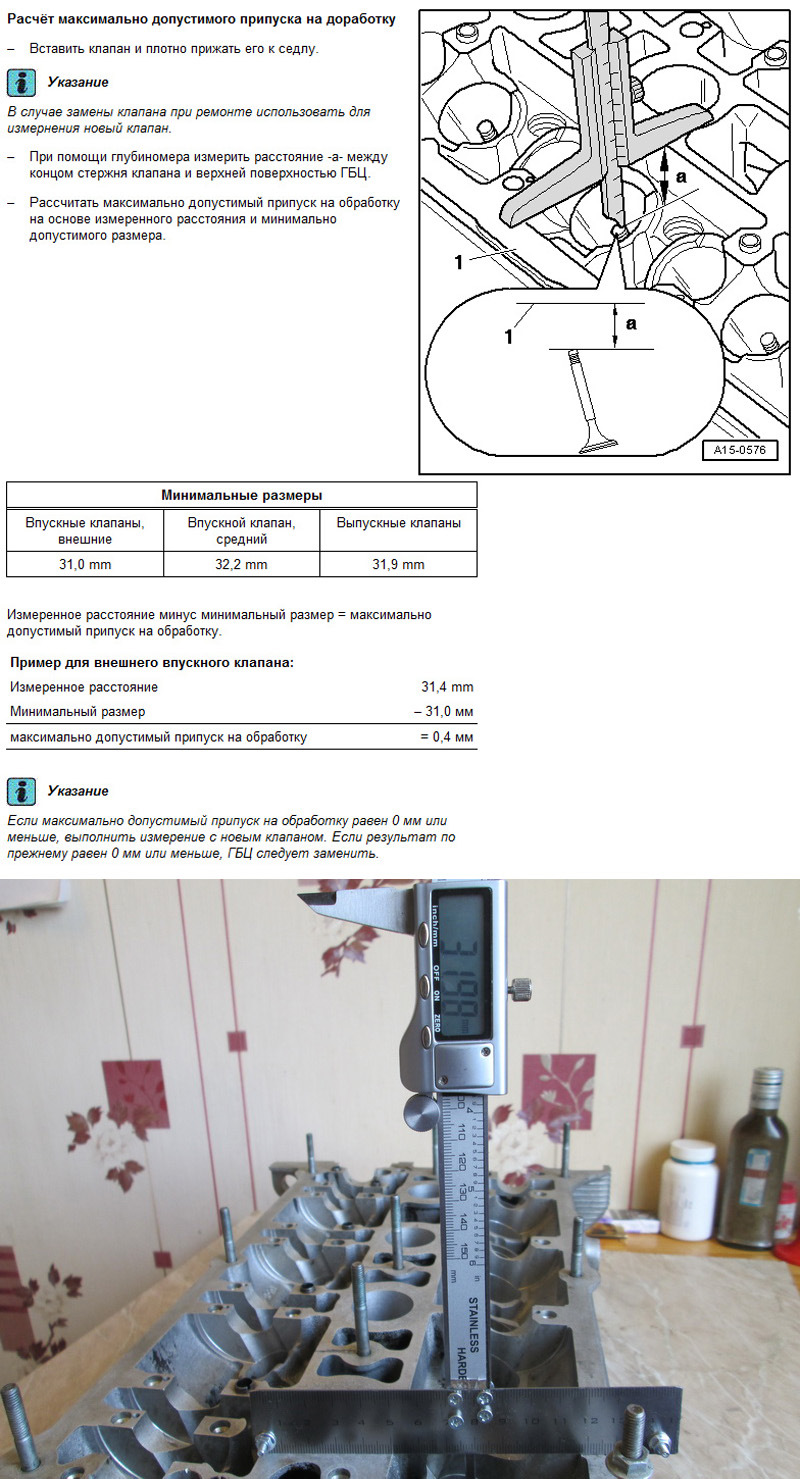
Для начала ОБЯЗАТЕЛЬНО промерим есть ли у нас допуск на обработку. Вдруг голову уже пару раз ремонтировали и допуск на обработку выработан.
Вот данные на эти головы.
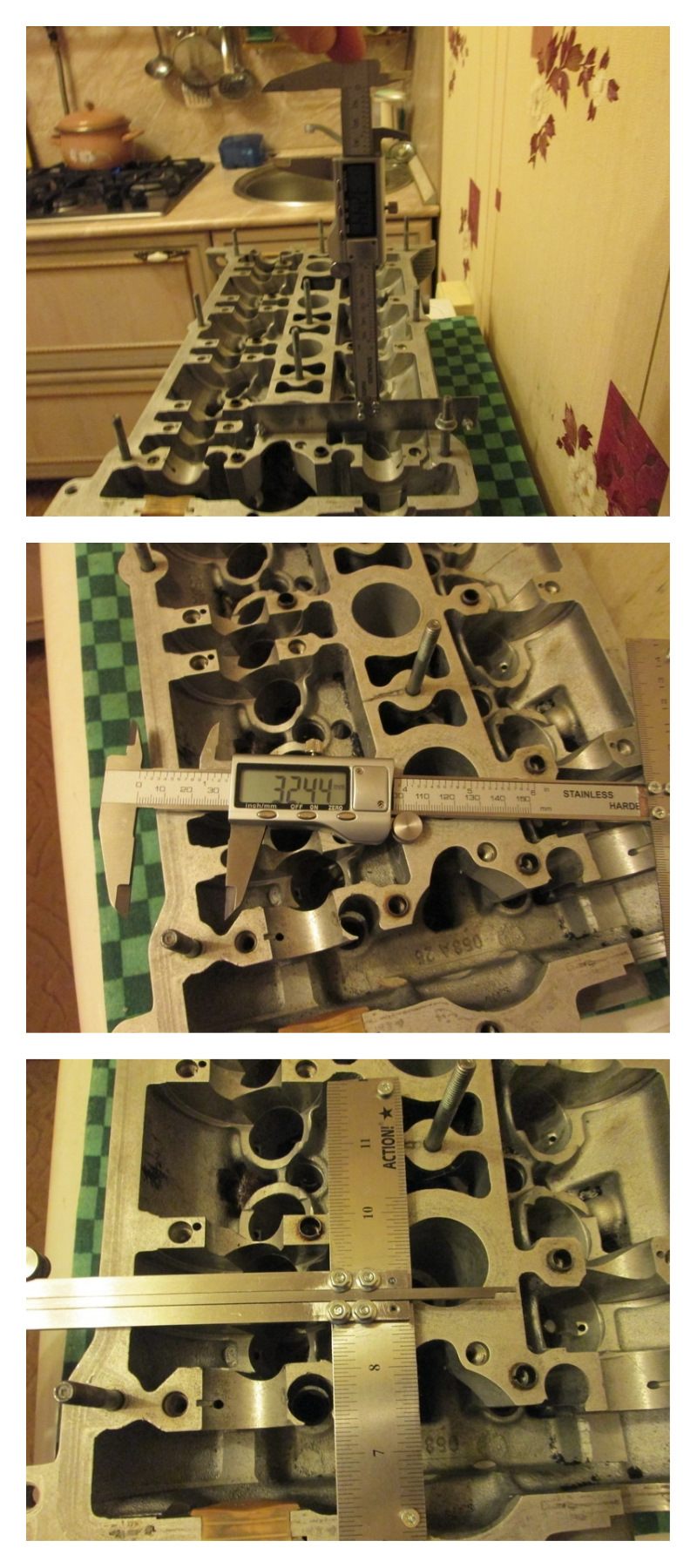
Промеряю, у меня все ок, можно править седла 🙂
Начну с впускных клапанов. На этих головах они менее подвержены износу.
Рассматриваем с пристрастием, видим что рабочая фаска почти в норме для пробега 350+
Имеет незначительные кратеры и царапки. Ширина рабочей фаски тоже в норме, как по мануалу, ровно 1.5мм., что соответствует новой. Но так как делаем для себя то буду править, хочу идеала.

Для начала надо определится куда ушла соосность после замены направляющих. Для этого берем маркер, закрашиваем рабочую фаску, ставим клапан и крутим его. Ну а далее смотрим где и как стерся маркер. В данном клапане практически не ушла ни куда, ну может совсем чуть — чуть, ну да на фото видно. Это еще один повод для правки седел при замене направляющих.

Начнем править. Правка состоит из двух этапов. Первый надо создать рабочую соосную фаску 45 градусов, а потом с помощью корректирующих фасок вывести ее в нужный размер.
Правим рабочую. На шарошку давить сильно не надо. Не сильно нажимаете и крутите оборотов 5-8-10, далее смотрите результат.
Так как износа большого и расхождении в соосности большого не было то все получается быстро. Проверяете результат так же, маркером.
На фото все готово с первого раза. Когда седло подправлено и все ок, прогоняете его шарашкой практически без нажима, что б заполировать микронеровности. Не сфоткал крупно после. Микронеровностей боятся не надо. Они уберутся притиркой клапана.

Перед притиркой прогоняем клапан в седле «на сухую». Внимательно смотрим на след на кромке клапана, должно быть ровно и красиво. В живую, через лупу, ее хорошо видно. Фото не передает ее нормально.

Теперь берем клапан и пасту…
На заднем плане видно седло «за полированное» шарошкой без нажима.

Наносим и притираем. После прирезки притирается очень легко и быстро.

После притирки вытираем и смываем пасту и смотрим результат.
Результат отличный.
Далее надо промерить ширину рабочей фаски, по мануалу 1.5-1.8мм. У меня 1.54мм. То есть по нижнему краю, что и надо. Размер фаски надо делать по нижнему краю размеров, так как при работе, в процессе износа, она увеличивается.
Если б фаска была шире то ее надо было б привести в размер подрезая снизу. Что я и буду делать на более изношенном выпуске.

Вот покрупней фотки рабочей фаски, красота :-)))

Вот и все, с помощью таких не хитрых манипуляций, седло готово 🙂

Теперь перейдем к выпускным клапанам. Они (фаски) работают в более тяжелых температурных условиях, по сему изношены намного сильней. Подробно не буду расписывать, все работы и манипуляции точно такие же как и с впуском.
Смотрим состояние поверхности кромки, состояние не очень, замеряем ее ширину, ширина 2.12мм., мануал говорит что должно быть 1.8мм. Вот оно, пробег 350+ никуда не спрячешь 🙂
Проверяем соосность методом «маркера», ушла не сильно.
Прирезаем. Нажимаем не сильно.
Опять «маркерный» тест, не дорезали, опять режем не сильно.
Опять тест, отлично 🙂

Замеряем размер получившейся рабочей фаски, 2.44, нужно 1.8мм.
Чуть — чуть подрезаем верхнюю корректирующую фаску.
Притираем, притираем до финальной корректировки ширины фаски. Так как притирка даст небольшое увеличение размера. Нам нужно сделать в размер 1.8мм.
Теперь подрезая потихоньку нижнею корректирующую фаску выводим нужный размер рабочей – 1.8мм.

Еще немного притираем, что б убрать какие либо шероховатости после нарезки нижней корректирующей фаски. И финально промеряем размер. Промеряем, конечно, по всему радиусу 🙂
Отлично, 1.8мм., как в мануале 🙂

Вот и выпуск готов…

В конце работы обязательно надо про контролировать глубину посадки клапана 🙂
И герметичность керосином.

На этом все, ни гвоздя вам ни жезла 🙂
Замена седла клапана
По поводу замены седла клапана существует огромное количество мифов и легенд, по-другому выразиться не могу. Это связано с тем, что заменить седло качественно может очень небольшое количество специалистов. В разных рассуждениях попадалось мнение, что седло может заменить только опытный моторист – это глупость! Моторист – это специалист по грамотной сборке и разборке двигателя, седло меняют автомобильные мех. обработчики! Еще одно заблуждение – седло меняют на станции тех. обслуживания. Седло меняют в цеху по механической обработке деталей двигателя. Иногда, очень редко, такие цеха расположены на территории СТО, как например на СТО «MOTOR-DOCTOR» в г. Батайске. Обычная практика состоит в том, что цеха по мех. обработке деталей двигателя располагаются обособленно, станции технического обслуживания обращаются к ним за теми услугами, которые не выполняются самостоятельно.

Хочу теперь вернуться к технологии замене седла.
Первое что надо в этом случае понимать – зачем это нужно?!
Выражаясь другими словами: в каких случаях требуется замена седла!? Хочу сказать сразу – замена седла, это самое сложное и самое ответственное из стандартных операций при ремонте ГБЦ в Ростове-на-Дону. Поэтому делать её надо в необходимых случаях. Чтобы выявить такие случаи надо проанализировать работу клапана. Одно из главных условий работы седла – это надежное уплотнение сопряжения клапана с седлом. Благодаря которому утечка газов из камеры сгорания минимальна, а его компрессия максимальна. Выполнение этого условия говорит нам об обеспечении хорошего теплового контакта, клапана с седлом. Если сказать по-другому — плотное прилегание клапана к седлу даёт возможность отводить тепло от тарелки (нагретой горячими газами) через седло в головку блока, которая охлаждается жидкостью. Если в сопряжении клапана нарушится герметичность, то это приведет к нарушению нормального теплового режима седла и тарелки клапана, возникнут опасные дефекты, из-за которых могут разрушиться детали.
Очень важно, сохранить герметичность сопряжения в течение всего срока службы эксплуатации двигателя. Достигается это за счёт придания уплотняющим фаскам клапана и седла специального профиля, позволяющего компенсировать износ сопряженных поверхностей. Благодаря правильной геометрии седла, уменьшается сопротивление, как при впуске топливовоздушной смеси, так и при выпуске отработавших газов, соблюдая мощностные и экономические показатели двигателя. Необходимо знать, что в процессе эксплуатации, фаски и седла клапанов имеют свойство изнашиваться. Бывают и более серьёзные дефекты седел, которые можно обнаружить только при тщательном контроле головки блока.
Как проверить седло?
Прежде чем вы приступите к проверке, тщательно очистите поверхность седел и камер сгорания, т.к. бывают случаи, когда под слоем нагара скрываются трещины. Обратите особое внимание на «отмытые» от нагара в процессе работы двигателя на автомобиле, поверхности камер, бывает, что они резко отличаются от других камер по цвету: именно здесь можно обнаружить всяческие сюрпризы.
В зависимости от типа дефектов, вам необходимо будет принять решение об обработке старых сёдел или о замене их на новые.
Менять седло можно только в следующих случаях:
- Вам удалось обнаружить трещину в стенке камеры сгорания, требуется ремонт головки блока сваркой (касается только алюминиевых ГБЦ) ;
- Есть подозрение, что ослабилась посадка седла в головке;
- Вокруг внешнего диаметра седла заметны следы коррозии (для алюминиевых ГБЦ);
- На седле имеется трещина либо же имеются следы его обгорания;
- У седла заметен большой износ, который ведёт к его сильному «углублению» при ремонте;
- Произошло выпадение седла во время работы двигателя, либо на седле заметны повреждения от попавших в цилиндр сторонних предметов.


Углубление седла обычно приводит к тому, что тарелка клапана сильно «проваливается», а стержень клапана выдвигается наружу, нарушается работа гидротолкателя.
Если вам обнаружили один из указанных дефектов, необходимо срочно заменить дефектные седла. Технологию замены седла хорошо описывает компания Kolbenschmidt.
Вообще технологий замены седла можно найти несколько, но правильная только одна, её и опишу ниже.
Сначала удаляется старое седло, есть несколько способов это сделать: удалить резцом на станке, сваркой или другими приспособлениями. Например: нарезая резьбу метчиком по внутреннему диаметру седла с последующим использованием обратного молотка. Затем необходимо выровнять посадочное место под седло клапана, на фрезерном, расточном или специализированном седельном станке. Если на посадочном месте обнаружатся трещины, обязательно необходимо протестировать головку на герметичность.
Теперь хочу рассказать немного о материале, из которого сейчас изготавливаются седла.

Сейчас в основном новые седла изготавливают из спеченных материалов или специальных чугунов. Некоторые фирмы даже выпускают заготовки седел, по форме они выглядят в виде трубы, либо как кольца разных диаметров, можете даже приобрести уже готовое седло, с увеличенным наружным диаметром.
Материал, из которого сделано седло, имеет решающее значение в плане надёжности и долговечности двигателя. Поэтому у многих производителей, например как VEMU седла сделаны из специальных материалов. Например, для высоконагруженных моторов специально применяют композиционный материал — это высокодисперсный карбид вольфрама, который распределяют в матрице из инструментальной стали. По прочности и твёрдости данный материал похож на чугун, но по сравнению с ним он имеет более высокую износо- и теплостойкость. После введения специальных добавок в стальную матрицу, седло в условиях высоких температур приобретает смазывающие свойства керамики. Таким образом, предотвращается эрозия седла, которая может быть вызвана микросваркой седла с поверхностью клапана. Обычно эрозия происходит с обычными материалами седел у тяжело нагруженных дизелей и газовых двигателей.
При изготовлении седла необходимо выдержать натяг (в среднем 0,1-0,15 мм) по наружному диаметру и «не промахнуться» с внутренним диаметром, он обычно меньше диаметра тарелки клапана на 2,5 мм. Также не забыть выполнить на седле заходную фаску, благодаря которой при установке седла исключается задир гнезда.
Установка седла — это очень ответственный этап работы.
Ещё раз проверяем: замеры седла и гнезда выполнены правильно, в отверстии гнезда не должно оставаться стружки, готовим специальную оправку и приступаем к запрессовке.
Установку нового седла выполняют с помощью оправки ударным способом!

Существует мнение, что для того чтобы облегчить себе установку седла, головку блока подогревают до 180-200 С, а седло охлаждают в жидком азоте. Хочу Вам авторитетно заявить: так могут делать либо не профессионалы, либо это рассказывают для развода лохов.
На самом деле седло запрессовывается ударным способом без всяких температурных изощрений. Правильно изготовленное седло из металлокерамического материала, обладает пружинящим эффектом. Нагрев головки и охлаждение седла используются для чугунных седел, а это уже каменный век. Кстати в литературе авторитетной компании Kolbenshmidt этот вопрос описывается именно таким же образом.
Когда седло установлено, осталось только сделать на нем правильную фаску. Эта тема для отдельной статьи, она будет посвящена именно обработке фаски седла клапана, по-другому называют «восстановление рабочей фаски седла».
ФОРУМ МОТОРИСТОВ
Приношу извинения за задержку с ответом. Очень гладкие поверхности, карандаш следов почти не оставляет, фломастер лучше, но быстро высыхает и бледнеет, не успеваешь сфотографировать. Делал риски фломастером вставлял и поворачивал на 30-40 градусов вправо и влево. Стерлось только по самому краю тарелки, почти торец. Клапана не притерты плюс разница углов клапана и седла даже бы в 1 градус на длине 2мм дает разбег на конце около 0,03 мм. Толщина следа фломастера видимо меньше. (На фото ниже разные пары клапан-седло).  ,
, 
Делал с акриловой краской, участок седла клапана мазал краской и поворачивал вправо-влево. Видно, что угол фаски на седле по крайней мере соответствует углу на клапане. Плотное прилегание только на самом краю тарелки.  ,
, 
Ниже просто отпечаток на клапанах, капал краску, вставлял в седло и НЕ поворачивал. Краска жидкая, течет, тонкий слой быстро сохнет и прилипает. 

И что отпечаталось на седлах 

Ant60 Пилот Сообщения: 15 Зарегистрирован: 15 дек 2019, 13:59
Re: Широкая фаска — это хорошо?
Сообщение Ant60 » 19 дек 2019, 19:08
По крайней мере можно точно сказать — та фаска на седле, что широкая — точно рабочая. Проверить равномерность прилегания на непритертых клапанах наверное не получится. Можно только определить ширину фаски и начало прилегания, а оно на самом торце тарелки.
По фото это не очень видно, но на одном клапане зона контакта начинается прямо с торца тарелки, никаких 0.3-07. от края нет,весь край тарелки лежит уже на рабочей фаске седла.
И возвращаясь к началу темы — можно все это как-то исправить? ну в том смысле чтобы приблизиться к рекомендациям производителя, например, подрезав узкую фаску в 30 градусов(углы от плоскости головки)? и надо ли?
Не знаю, на сколько это соответствует действительности, но где-то встречал такую информацию, что при широкой фаске на высоких оборотах клапан отскакивает от седла, падают мощностные характеристики со всеми вытекающими. Какие обороты считаются высокими, а какие еще нет — трудно сказать.
И второй момент, если край тарелки выпускного клапана лежит на фаске седла, то из-за высокой плотности потока и малой толщины на краю он быстро обгорает. Что такое «быстро» тоже фиг знает.
AB-Engine Гуру Сообщения: 20295 Зарегистрирован: 01 июн 2004, 20:45 Откуда: Москва-Киев-Одесса-Петах Тиква Контактная информация:
Re: Широкая фаска — это хорошо?
Сообщение AB-Engine » 19 дек 2019, 21:53
На верхних 2-х фото в целом нормальная картина, можно ничего больше не пилить . Но если где-то пятно сдвинуто на край — пилить примыкающую фаску придется.
С уважением,
персонал Моторного центра
АБ-Инжиниринг.
Ant60 Пилот Сообщения: 15 Зарегистрирован: 15 дек 2019, 13:59
Re: Широкая фаска — это хорошо?
Сообщение Ant60 » 22 дек 2019, 16:55
Да, есть такое седло — диаметр начала рабочей фаски на седле 29,5, диаметр тарелки — 29,5. Т.е. край тарелки полностью лежит на фаске седла.
Правда я до конца так и не понимаю, почему это плохо.
Ведь казалось бы, что так лучше охлаждение края тарелки, в конце такта сжатия при воспламенении смеси он прижат к седлу, а не «повисает в воздухе».
Единственный неблагоприятный момент — на выпуске перед самым закрытием, там да -щель в зоне контакта становится очень узкой и плотность потока сильно возрастает, край тарелки тонкий и может не выдержать тепловой нагрузки.
Не уверен, но возможно был выбран компромисс между плохим и очень плохим) и поэтому зону контакта смещают от самого края тарелки.
В любом случае, по рекомендации уважаемого «АВ-Engine» буду «пилить».
Нашел место, где на головочном станке мне могут подрезать верхнюю фаску, не трогая рабочую Но будет ступенька или придется врезаться в алюминий головки + нет гарантии в сохранении прежнего сопряжения с рабочей фаской седла. Даже если слегка «накосячат», то по последствиям это будет лучше чем сейчас — выглядит красиво, но фиг знает как будет работать. Плюс заменю пружины на новые, потому что старые просели около 1 мм и клапана просели, фаски широкие, может что и выиграю.
Ребята, огромное спасибо всем кто ответил! Всем хороших новогодних праздников, здоровья, удачи и всяческих благ!
С уважением, Анатолий.
AB-Engine Гуру Сообщения: 20295 Зарегистрирован: 01 июн 2004, 20:45 Откуда: Москва-Киев-Одесса-Петах Тиква Контактная информация:
Портинг и ломатинг ГБЦ. Часть 2. Фаска клапана 30 градусов.
При осмотре ГБЦ я выявил довольно сильный износ торца впускных клапанов. Я это связываю с избыточным зазором. После установки стальных штанг я устанавливал зазор 0,15, теперь буду устанавливать зазор в 0,1. Соответственно впускные клапана решил сменить. Взял типа ГАЗ, но при внимательном рассмотрении упаковки оказалось, что это те же челябинские:
Тестирование твёрдости методом царапания друг друга только подтвердило, что клапана абсолютно идентичные.
В случае выпускных клапанов их износ был в допустимых рамках, но вот фаска была расклёпана, имелись небольшие прогары. Вот к примеру впускной клапан, который я списал, и на котором я сперва потренировался восстанавливать фаску:
Протачивал борфрезой из карбида вольфрама, вращаемой высокооборотистым шпинделем. Клапан при этом вращался шуруповёртом навстречу. Получаемая поверхность вполне удовлетворительного качества, притирка клапана происходила очень быстро:
Чистота поверхности рабочей фаски выпускного клапана сопоставима с заводской шлифовкой:
С впускными клапанами «шершавость» чуть выше, но тоже вполне приемлемая:
Фаска 30 градусов
Весомым аргументом в пользу проточки фаски в 30 градусов были объективные замеры от GazRod. Поразмыслив, нашёл два объяснения приросту наполнения цилиндров:
Первое — это сглаживание перехода, уменьшение турбулентности и срыва потока. Это существенно на высоких оборотах, когда скорость воздуха при наполнении цилиндра максимальна. Второй эффект — более широкая щель, бОльшее сечение для прямого доступа, кратчайшего пути, воздуха из канала в цилиндр. Правда это существенно при большом объёме движущего газа и при малом открытии клапана. На впуске это конец фазы впуска, когда воздух разогнался, а клапан уже закрывается. В случае выпуска это начальный момент открытия клапана, когда давление и масса выходящего газа максимальны.
Проточка выпускного клапана выглядит следующим образом:
Снимается при этом минимальное количество металла. Ширина фаски порядка 1мм. Рабочую фаску сужаем до 2 мм:
Далее протачиваем впускной клапан:
В этом случае снимаем немного побольше, ширина фаски 30 градусов здесь получается порядка 1,5 мм. Протачиваем также до достижения рабочей фаской ширины в 2мм:
Для проточки была изготовлена оснастка для шпинделя из стали 5мм, клапан вставлялся в развёрнутую втулку:
Для регулировки глубины съёма использовался винт регулировки зазора клапана от штанг нового образца, он вращался рожковым ключом:
Работа довольно тонкая, съём ведётся с точностью до соток. Конечный эффект от этого думаю исчисляется приростом мощности в единицы процентов:
Из плюсов технологии — прирост мощности достигается без уменьшения ресурса двигателя и ухудшения теплоотвода от клапана.
Может возникнуть вопрос, почему так не делают на заводе? Дело в массовости производства. Если даже и проточить клапана по шаблону, то из-за уменьшения ширины рабочей фаски с 4-3,5 мм до 2мм, прирезание седёл потребует большей точности, контроля. Это увеличит время сборки двигателя и его цену.
Рабочая фаска
По рабочей фаске рассмотрим два аспекта. Первый это ширина рабочей фаски. Мне попадались рекомендации, что оптимальной является фаска в районе 1,5 мм. Более того, даже типа можно сделать чуть меньше, и она дорасклепается до нужного размера. Собственно при первой капиталке я так и сделал. Можете глянуть в теме про капиталку. Да расклепаться расклепалось, но не седло, а клапан:
Чем это плохо? Во-первых подобный профиль затрудняет свободное прохождение газов, особенно при малом открытии клапана, получается этакий лабиринт. Второй минус — фаска расклёпывается при рабочей температуре двигателя, когда клапан значительно горячее, чем ГБЦ. Получается при пуске на холодном двигателе, впуклость клапана не совпадает с выпуклостью седла из-за теплового расширения. А это снижении компрессии, троение, повышенный расход. Также с узкой фаской наблюдается небольшие прогары. Кроме того, через рабочую фаску отводится значительное количество тепла, то есть с этой точки зрения чем больше фаска, тем лучше. По книжке для 402го допустимая ширина фаски 1,5-3 мм. Я решил делать сразу 2 мм.
Следующий важный фактор — это положение фаски на клапане. Почему-то считается, что контакт с седлом должен быть посередине фаски клапана. Однако, если почитать методику прирезания сёдел из книжки, выходит что фаска 45 градусов седла нарезается до диаметра клапана за вычетом 0,2 мм. А фаской 60 градусов потом внутренний диаметр увеличается до тех пор, пока ширина рабочей фаски не уложится в допуск 1,5-3 мм. То есть рабочая фаска должна быть по внешнему краю клапана. Это легко объясняется — зазор, сечение прямо пропорционально диаметру фаски, то есть чем больше диаметр рабочей фаски, те выше пропускная способность открытого клапана, причём абсолютно во всех режимах работы двигателя. Поэтому я фаску в 30 градусов протачивал, пока для рабочей фаски не осталось 2 мм на краю клапана.
По итогу тяга на холодную возросла ощутимо, подсос стало возможно убирать гораздо раньше.
Вредные и бессмысленные доработки
Из бессмысленных доработок я перечислю полировку клапана. Смысла я в этом не вижу никакого вообще. Для снижения детонации более правильным я считаю эффективный теплоотвод от клапана.
Вредной же я считаю Т проточку ножки клапана. Это сильно снижает отвод тепла от клапана. Плюсом данной доработки считается увеличение сечения. Но если подсчитать вклад проточенной ножки в сечение канала, это получится милипусечный процент, который с лихвой будет перекрыт излишне горячим клапаном.
Притирка клапанов
Притирал клапана также присоской. Если фаска клапана и седла близкие к идеальным, то притирание происходит мгновенно. Рабочие фаски получились как я и хотел, шириной 2 мм по краю клапана.