трафаретная печать печатной платы
Трафаретная печать печатной платы — один из основных способов нанесения паяльной пасты на печатную плату. Данный прием является наиболее популярным при осуществлении поверхностного монтажа.
Для пайки элементов и удержания их на поверхности платы до момента образования паяного соединения используется паяльная паста, которая представляет собой порошкообразный припой с добавлением флюса и различных активаторов и присадок. Паста имеет гелеобразную консистенцию и должна обеспечивать очистку контактных площадок печатной платы и компонентов от оксидной пленки и др. примесей мешающих образованию паяного соединения, активацию флюса, равномерное образование качественного паяного соединения, а также удержание компонента на поверхности платы до момента пайки, т.е. обладать клеящими свойствами.
Паста наносится на контактные площадки печатной платы через трафарет, отверстия в котором – апертуры – повторяют рисунок, расположение и форму контактных площадок на плате. Нанесение пасты происходит на автоматических принтерах трафаретной печати. Эти устройства оснащены видеосистемой, обеспечивающей точное совмещение трафарета с платой. Затем, с помощью специальных ракелей происходит продавливание пасты через отверстия в трафарете и ее нанесение на контактные площадки платы. Специальные устройства принтера контролируют различные параметры этого процесса (скорость перемещения ракеля, давление, скорость отрыва трафарета от платы и т.д.), а также выполняют такие операции, как контроль состояния и очистка трафарета и т.д.
Во многих случаях после этого процесса может выполняться контроль нанесения пасты, позволяющий выявить возможные дефекты. Эта операция может выполняться как отдельной специализированной установкой автоматической оптической инспекции, стоящей в линии после принтера и выполняющей контроль платы целиком, так и с помощью специальной опции – 2D инспекции, входящей в состав многих современных принтеров, которая выполняет контроль наиболее ответственных участков.
Связанные термины
- сборка, собранная плата Англ. assembly, assembled board
Поверхностный монтаж: трафарет и печь оплавления в домашних условиях

Когда начинаешь искать возможности произвести на продажу малую партию собственных электронных устройств, то обнаруживаешь, что эту задачу можно решить, не вставая с кресла. Например, так работает сервис Seeed, организующий не только производство, но и продажу ваших устройств. Если же вы не уверены, будет ли спрос, или просто желаете сэкономить, то оптимальным вариантом, на мой взгляд, будет заказать печатные платы где-нибудь в Китае, а себе оставить монтаж поверхностных (SMD) компонентов в домашних условиях. Я хочу рассказать, как можно существенно ускорить поверхностный монтаж с помощью самодельных трафаретов и импровизированной печи оплавления.
Делаем трафарет
Трафарет (англ. stencil) в контексте поверхностного монтажа — это тонкая пластина с вырезанными под контактные площадки отверстиями. Он накладывается на печатную плату и намазывается паяльной пастой с помощью шпателя. Далее трафарет убирается, а на контактных площадках остается ровный слой паяльной пасты.
Пример использования трафарета из EEVblog
Обычно трафареты вырезаются из стали или пластика, но это может обойтись дорого в масштабах малых партий. Например, при заказе плат 5х5 см мне предлагали изготовить трафарет за $25. Я же собираюсь рассказать, как за полчаса сделать трафарет из алюминиевой банки, используя ЛУТ !
 Вырезаем из пивной банки прямоугольник, выравниваем его горячим утюгом. Не переживайте, что не удается полностью устранить вогнутость — при наложении трафарета на плату мы будем прижимать его канцелярскими прищепками!
Вырезаем из пивной банки прямоугольник, выравниваем его горячим утюгом. Не переживайте, что не удается полностью устранить вогнутость — при наложении трафарета на плату мы будем прижимать его канцелярскими прищепками!- Зачищаем внутреннюю сторону прямоугольника мелкой наждачкой, чтобы снять защитный слой. Некоторые люди пишут, что снимают верхний слой едким натром. На некоторые виды банок действует ацетон после подогрева их утюгом. Но вообще наждачкой это делается за минуту
- Печатаем лазерным принтером негатив на специальной бумаге для переноса тонера (англ. toner transfer paper). Эта бумага полностью отдает свой тонер за один (!) проход ламинатора, на удивление дешева, не требует раскисания в воде и может быть снята сразу после переноса тонера
 Прикрепляем негатив к зачищенной и протертой спиртом стороне прямоугольника с помощью каптоновой клейкой ленты (англ. kapton tape). Ее особенность в том, что она выдерживает высокие температуры, сохраняя клейкие свойства. Очень упрощает изготовление двухсторонних плат, когда надо точно закрепить бумагу напротив заранее проделанных отверстий
Прикрепляем негатив к зачищенной и протертой спиртом стороне прямоугольника с помощью каптоновой клейкой ленты (англ. kapton tape). Ее особенность в том, что она выдерживает высокие температуры, сохраняя клейкие свойства. Очень упрощает изготовление двухсторонних плат, когда надо точно закрепить бумагу напротив заранее проделанных отверстий  Пропускаем полученный бутерброд через ламинатор (один раз), снимаем бумагу. Тонер с бумаги полностью перешел на прямоугольник. Чтобы не протравить дырки через случайные царапины, заклеиваем заготовку скотчем с двух сторон, кроме кусочка, который надо вытравить. Наверное, вместо ламинатора можно использовать горячий утюг, как это обычно делается в ЛУТе, но ламинатором все-таки удобнее.
Пропускаем полученный бутерброд через ламинатор (один раз), снимаем бумагу. Тонер с бумаги полностью перешел на прямоугольник. Чтобы не протравить дырки через случайные царапины, заклеиваем заготовку скотчем с двух сторон, кроме кусочка, который надо вытравить. Наверное, вместо ламинатора можно использовать горячий утюг, как это обычно делается в ЛУТе, но ламинатором все-таки удобнее.  Вытравливаем в отработанном (после травки меди) растворе хлорного железа. Этот раствор представляет собой смесь хлорного железа и хлорной меди. По моим наблюдениям, такая смесь взаимодействует с алюминием гораздо более бурно, чем чистый раствор хлорного железа. При вытравливании смахиваем образующийся бурый налет мягкой кисточкой и периодически проверяем, не пора ли доставать наш трафарет (чтобы не перетравить!)
Вытравливаем в отработанном (после травки меди) растворе хлорного железа. Этот раствор представляет собой смесь хлорного железа и хлорной меди. По моим наблюдениям, такая смесь взаимодействует с алюминием гораздо более бурно, чем чистый раствор хлорного железа. При вытравливании смахиваем образующийся бурый налет мягкой кисточкой и периодически проверяем, не пора ли доставать наш трафарет (чтобы не перетравить!)  Снимаем скотч, обрезаем трафарет под размер платы. Если в окнах трафарета виднеются обрезки защитного слоя банки, их можно снять липкой стороной скотча
Снимаем скотч, обрезаем трафарет под размер платы. Если в окнах трафарета виднеются обрезки защитного слоя банки, их можно снять липкой стороной скотча- Трафарет прижимается к плате канцелярскими прищепками, тонером вниз. В качестве шпателя можно использовать пластиковую карточку или картонку. После использования не забудьте протереть спиртом и трафарет, и шпатель, чтобы очистить их от налипшей пасты
Делаем печь
Немного о температурном профиле
Правильное оплавление паяльной пасты требует соблюдения ее температурного профиля. Например, профиль для бессвинцовой паяльной пасты может быть таким (из википедии):

Быстрый нагрев до 150 °C, томление 1 — 2 минуты, быстрый нагрев до 230 °C, оплавление 30 секунд, охлаждение. Смысл всех этих температурных зон в том, что они инициируют процессы, необходимые для образования надежных контактов без лишнего перегрева компонентов. В одной зоне активизируется флюс, в другой расплавление припоя. Существует промышленный стандарт , описывающий рекомендуемые параметры каждой зоны.
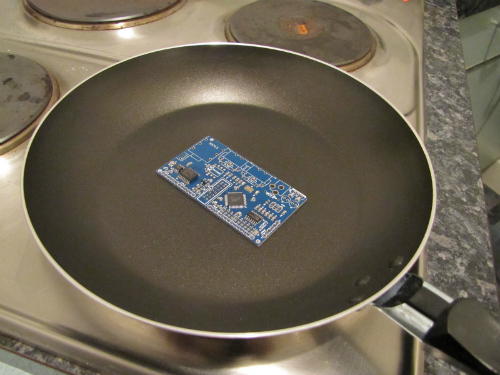
Вообще, самый дешевый и простой способ оплавления паяльной пасты — это вот такой:

Говорят, что подойдет и сковородка
Еще для оплавления паяльной пасты можно использовать термофен, задувая отдельные компоненты или площади до тех пор, пока паста не расплавится и не создаст контакт. Я активно применял этот способ для своих девайсов, но это было долго, приводило к ненадежным контактам и перегреву элементов. Например, пассивные элементы могли поменять свои значения в пределах 5-10%! Особенно это стало актуально после перехода на бессвинцовую паяльную пасту, требующую бóльшую температуру для оплавления.
И вот оказывается, что люди в интернете уже давно научились переделывать дешевые электродуховки в неплохие печи оплавления (англ. reflow oven) с правильным температурным профилем. Я тоже решил последовать их примеру и расскажу, что у меня получилось.
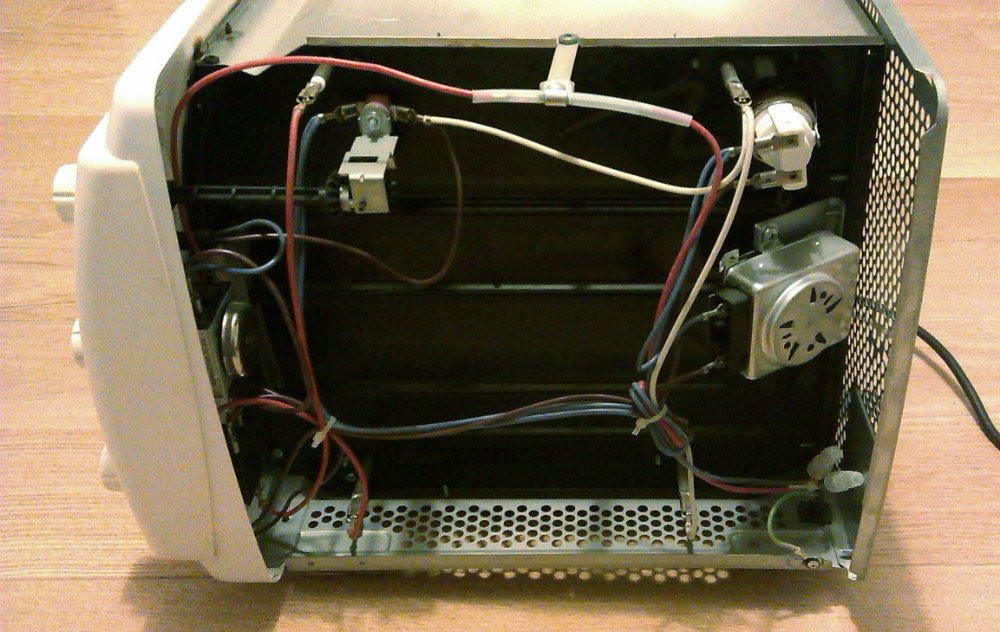
Я начал с того, что стал мониторить доску объявлений по продаже б/у электродуховок. Через какое-то время появилось объявление о продаже DeLonghi мощностью 2.2 кВт с двумя ТЭН ами всего за $30. Правда, впоследствии оказалось, что ТЭНы были подпорчены в процессе эксплуатации и выделяли на 300 Вт тепла меньше.

Открыв корпус, я обнаружил, что внутри все очень хорошо организовано, и подключиться к ТЭНам будет просто.
Для управления ТЭНами я взял самые дешевые твердотельные реле (англ. solid-state relay, SSR) с оптической развязкой на 25А, по $3 за штуку.

В качестве контроллера я выбрал ControLeo, купив его за $60 вместе с термопарой и доставкой из США. Девайс пришел в виде набора, который еще надо было допаять, рассверлить, собрать:

Контроллер имеет двухстрочный ЖК-экран, две кнопки управления и четыре +5В выхода на реле. Программный код открыт и может быть залит на устройство посредством USB и Arduino IDE. Через кнопки управления реализовано меню с возможностью настроить и протестировать выходы, а также начать процесс оплавления. Настройки сохраняются в постоянной памяти. Кроме того, при их изменении запускается обучающий режим, в котором контроллер корректирует время включения/выключения реле для выполнения требований промышленного стандарта оплавления .
Пример работы контроллера
В соответствии со стандартом, скорость нагрева печи оплавления должна быть не меньше . Первые тесты показали, что обычных мощностей печки не хватает, и скорость нагрева всего . Тогда я предпринял несколько шагов по улучшению скорости нагрева. Каждый шаг добавил примерно :
- Утеплил печь брусками базальтовой ваты, завернутыми в фольгу (чтобы не дышать микроскопической базальтовой пылью)
- Добавил новый ТЭН на 800 Вт — оказывается, их очень легко купить на хозяйственном рынке, только скажи размер!
- Перевернул печь вверх ногами (!), поскольку большие потери тепла шли через щель стеклянной двери

Таким образом, печь заработала. После нескольких экспериментов я пришел к выводу, что платы можно размещать прямо на прилагаемой к печке металлической решетке, а термопару располагать над платой, зафиксировав провод канцелярской прищепкой. Тесты показали, что изменение номиналов пассивных элементов — минимальные. В общем, печь готова — бери запекай!
Работа с трафаретами для нанесения паяльной пасты
Трафаретная печать – один из наиболее распространенных в современной промышленности методов нанесения паяльной пасты на печатную плату. Он заключается в продавливании паяльного состава на подложку через специальную пластину с отверстиями, проделанными в ней по заранее размеченной схеме. Данная технология делает производство ПП более быстрым и эффективным, особенно при выпуске однотипной продукции крупными партиями.
Как происходит трафаретная печать?
Общая поэтапная схема нанесения паяльной пасты с помощью трафаретов выглядит следующим образом:
- Сначала создается сам трафарет – то есть подбирается металлическая или пластиковая пластина определенного размера, в которой проделываются отверстия (апертуры), размер и расположение которых соответствует контактным площадкам ПП.
- Пустая печатная плата помещается на стол для печати автоматического, полуавтоматического или ручного принтера и фиксируется держателями. В ручных принтерах корректность положения ПП определяется оператором визуально, а в автоматических – с помощью системы оптической инспекции.
- На пустую печатную плату с зазором или без него накладывается трафарет. Чтобы отверстия последнего точно совпали с контактными площадками ПП, оператор регулирует положение пластины с помощью держателей. В автоматических принтерах это выполняет система оптического контроля, ориентирующаяся на реперные метки на плате. Затем на установленный трафарет сверху равномерно наносится паяльная паста.
- Далее оператор в ручном или автоматическом режиме с помощью ракелей (движущихся лезвий) продавливает паяльный состав через отверстия трафарета на печатную плату.
- После нанесения паяльной пасты на ПП трафарет аккуратно отделяется от платы, которая удаляется с рабочего стола. Сама пластина с апертурами очищается от остатков паяльной пасты ручным или автоматическим (химическим, ультразвуковым, струйным и т. д.) способом.
Как работать с трафаретами для печати плат?
В связи с возросшими требованиями к качеству паяных соединений и сложностью современных электронных устройств при трафаретной печати нужно строго придерживаться правил работы с трафаретами на всех этапах.
Изготовление трафарета. Данный процесс заключается в прорезании отверстий в металлической (реже – в пластиковой) пластине. Для изготовления несложных единичных прототипов плат трафареты часто выполняются вручную. В серийном производстве ручной способ неэффективен, поэтому трафаретные пластины изготавливаются с применением автоматизированных средств. Для этого сначала с помощью САПР создается компьютерный макет, в котором размеры и схема расположения апертур подбираются в соответствии с контактными площадками печатной платы. Затем он загружается в ЧПУ трафаретного станка, который по этой схеме проделывает отверстия в пластине-заготовке из нержавеющей стали. Сегодня наиболее эффективным способом изготовления трафаретов является лазерный по ряду причин:
- Высокая гладкость стенок и конусообразная форма получаемых с помощью лазера апертур облегчает отделение паяльной пасты от трафаретной пластины;
- Высокая точность лазерной резки, обеспечивающая полное соответствие характеристик апертур техническому заданию;
- Возможность создавать апертуры различных размеров, изменяя характеристики лазерного луча.
Также трафаретные пластины создаются методом двухстороннего химического травления, но для этого используются пластины-заготовки из бронзы или латуни. В 90% производств применяются именно стальные трафареты, изготовленные лазером.
При изготовлении трафарета важно правильно выбрать толщину пластины. От него зависит количество паяльной пасты, которое наносится на контактную площадку. Если ее будет слишком много, то после удаления трафарета она во время пайки растечется за пределы контакта и создаст нежелательные перемычки. В то же время, чрезмерно малая толщина пластины приведет к недостатку припоя на контактной площадке и, как следствие, к ненадежности паяного соединения. Поэтому рекомендуемая толщина трафарета составляет 0,25–0,3 мм.
Подготовка трафарета. Перед использованием трафаретную пластину необходимо проверить на дефекты изготовления, такие как неровные или оплавленные стенки апертур. Поверхность пластины нужно очистить от загрязнений, чтобы паяльная паста наносилась ровным слоем по всей площади пластины. Только в этом случае можно гарантировать оптимальное попадание припоя на контактные площадки. Также на трафарет предварительно нужно нанести реперные метки для визуального контроля его положения относительно печатной платы.
Печать. Для нанесения паяльной пасты трафарет нужно точно разместить над печатной платой, используя реперные метки. Печать может осуществляться двумя способами:
- Контактным (без зазора) – этот способ позволяет избежать растекания паяльной пасты под трафаретом за пределы контактной площадки. Применяется для печати с помощью жестких пластин.
- С зазором – данный метод предполагает расстояние не более 0,2 мм между трафаретом и платой. Используется для печати с помощью сетчатых или гибких пластин, обеспечивая более равномерное нанесение паяльной пасты.
Паста наносится на трафарет автоматически или вручную с помощью валика. Во втором случае рекомендуется наносить ее отдельными небольшими порциями. Нанесенный припой продавливается через апертуры с помощью ракеля, который движется по трафарету с определенной скоростью и давлением, подобранными так, чтобы состав равномерно заполнил апертуры, а на остальной поверхности трафаретной пластины осталась только тонкая пленка.
Отмывка. После нанесения паяльной пасты на печатную плату трафарет необходимо аккуратно отделить от подложки. ПП отправляется на следующий этап производства, а пластина – на очистку от остатков припоя. Для их удаления используется специальная отмывочная жидкость. При ручной печати отмывку рекомендуется осуществлять после каждого цикла. В автоматических принтерах из-за более качественного нанесения и продавливания пасты отмывка осуществляется реже, через несколько циклов печати.
Полное руководство по трафарету для печатной платы: Все, что Вам нужно знать
Уилл разбирается в электронных компонентах, Процесс производства и технология сборки печатных плат, и имеет большой опыт в области надзора за производством и контроля качества. На предпосылке обеспечения качества, Will предоставляет клиентам наиболее эффективные производственные решения.
Сборка печатной платы не простой процесс, особенно на стадии печати, любые небольшие ошибки приведут к повреждению печатных плат или даже к отказу. Хотя ошибки обычно вызваны установкой паяного соединения на колодки для печатных плат, трафарет печатной платы может снизить вероятность ошибок при сборке компонентов. Из-за использования трафаретов печатных плат, все паяные соединения могут быть установлены на плате одновременно, что не только экономит много времени, но и исключает ошибки в паяных соединениях. Поэтому очень важно хорошо разбираться в трафаретах печатных плат.. В этом руководстве, мы объясним почти все, что вам нужно знать об этом, включая типы трафаретов, Особенности дизайна трафарета печатной платы, а также процесс изготовления трафаретов.
Что такое трафарет для печатной платы?
Трафарет для печатной платы, также известный как стальная сетка, Основная функция – помощь в нанесении паяльной пасты.. Он переносит точное количество паяльной пасты в точное место на печатной плате.. Трафарет состоит из трафаретной рамки., проволочная сетка, и стальной лист. В трафарете имеется множество отверстий, которые соответствуют позициям, требующим печати на печатной плате.. Отложения паяльной пасты на плате в соответствии с образованием отверстий трафарета при его удалении. Трафарет для печатной платы помогает нам наносить паяльную пасту в определенные места на голой печатной плате, чтобы электрическое соединение паяного соединения между контактной площадкой и компонентом могло быть выполнено идеально..
Из чего сделан трафарет печатной платы ?
Рамки экрана в основном делятся на подвижные и фиксированные.. Подвижные рамы непосредственно прикрепляют стальную пластину к раме., возможность многократного использования рамки шаблона. Фиксированные рамы прикрепляют проволочную сетку к раме с помощью клея.. Прочная рама достигается за счет постоянного натяжения стали., обычно между 35 а также 48 Н/см2.
Такие материалы, как медь, нержавеющая сталь, никелевый сплав, и полиэстер можно использовать. Трафареты обычно используют премиум-класса. 301/304 листы нержавеющей стали, обладающие выдающимися механическими характеристиками., существенно продлевает срок службы трафаретов.
Сетка фиксирует стальные пластины и рамы.. Используются сетки из нержавеющей стали или полимер-полиэстера.. Около 100 сетка из нержавеющей стали обеспечивает достаточное стабильное натяжение, но со временем может деформироваться и терять натяжение.. Полиэфирная сетка более прочная и имеет более длительный срок службы..
Клей скрепляет сетчатый каркас и стальной лист.. Он играет жизненно важную роль в шаблоне., сохранение прочной адгезии и выдерживание интенсивной очистки различными очистителями пластин..
Типы трафаретов для печатных плат
Трафарет печатной платы в рамке
Это вырезанный лазером трафарет паяльной пасты, который постоянно крепится к раме трафарета., использование сетчатой границы, чтобы плотно натянуть трафаретную фольгу в рамке. Трафарет для печатной платы в рамке подходит для трафаретной печати в больших объемах., который можно применить к 16 Мил шаг или ниже. Рамочный трафарет отличается гладкими стенками отверстия., хорошая производительность печати, и чистые вырезанные лазером отверстия, которые также могут выдерживать экстремальный износ.
Безрамный трафарет
Бескаркасные трафареты для печатных плат, также известный как фольги, вырезанные лазером трафареты, которые не нужно постоянно вклеивать в раму, используется с многоразовыми рамками для трафаретов, называемыми системами натяжения трафаретов.. Бескаркасные трафареты SMT обеспечивают улучшенное качество и превосходную производительность по более низкой цене, чем трафареты с рамкой.. Он подходит для сборка прототипа печатной платы или мелкосерийное производство, что также помогает уменьшить требования к пространству для хранения.
Трафарет прототипа печатной платы
Трафареты прототипов настраиваются из САПР или Файлы Гербера, при изготовлении прототипа шаблона печатной платы, шаблон должен соответствовать разработанному прототип печатной платы. Это снижает вероятность ошибок при ручной пайке прототипов печатных плат и позволяет избежать утомительных ручных процессов.. Следовательно, использование таких трафаретов позволяет улучшить качество плат и значительно сократить цикл сборки прототипов печатных плат..
Электроформованный трафарет
Электроформованный трафарет представляет собой трафарет на основе никеля, который постоянно закрепляется на раме трафарета через сетчатую окантовку.. Электроформованный трафарет обеспечивает наилучшие доступные свойства отделения паяльной пасты., поэтому он идеально подходит для приложений SMT с мелким шагом от 12 мил к 20 милы, а также флип-чип, вафли натыкаясь, и микроBGA. Электроформованные трафареты имеют более низкий коэффициент трения по сравнению с другими трафаретами, поскольку они изготовлены из никеля., Кроме того, они обеспечивают увеличенный срок хранения трафарета.
Преимущества трафарета для печатной платы
Поскольку печатные платы становятся все более и более сложными, традиционный процесс сборки печатных плат, который требует ручного размещения электронных компонентов перед пайкой, не может соответствовать требованиям размещения и пайки большого количества мелких компонентов на печатных платах меньшего размера.. Нам необходимо использовать трафареты для печатных плат для машинного размещения компонентов и нанесения паяльной пасты., что приносит много преимуществ, перечисленных ниже:
Первый, Трафареты печатных плат помогают повысить точность размещения компонентов на плате., гарантировать точность с мелким шагом при печати и, следовательно, снизить вероятность ошибок.
Второй, с использованием трафаретов SMT, производители могут сэкономить больше затрат и сократить время оборота, потому что трафареты для печатных плат требуют меньше труда и времени для завершения Процесс сборки печатной платы.
В третьих, трафарет способствует равномерному нанесению припоя на все контактные площадки устройств для поверхностного монтажа и обеспечивает высокую точность размещения контактных площадок.
Как сделать трафарет для печатной платы?
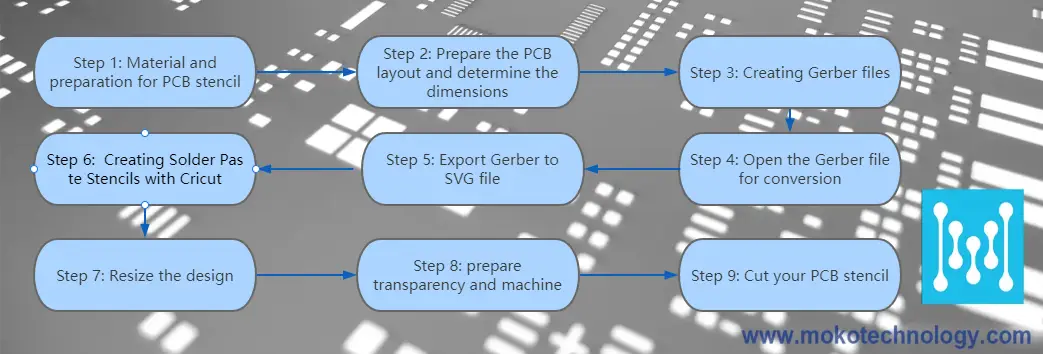
В этой части, мы объясним процесс создания трафарета печатной платы шаг за шагом, Существуют 9 необходимые шаги:
Шаг 1: Материал и подготовка к трафарету печатной платы
— крикет машина
– Программное обеспечение Sure-Cuts-A-Lot
– Программа просмотра Gerber
– Пленки для кодоскопов, которые можно купить в любом канцелярском магазине.
— Windows ХР / Компьютерный вид
Ваш Cricut должен иметь определенную версию прошивки.. Вы можете обновить / понизить версию прошивки, загрузив Cricut Design Studio и следуя инструкциям в разделе «Помощь», чтобы обновить прошивку.. См. Дополнительную информацию в разделе часто задаваемых вопросов Sure-Cuts-A-Lot..
Шаг 2: Подготовьте разводку печатной платы и определите размеры
Для создания приличной паяльной пасты может потребоваться некоторое количество проб и ошибок. Трафареты печатных плат не очень точны.. Он обрезает закругленные края и игнорирует формы меньше 18 милов. (0.46мм) на 50 мил (1.27мм). Это сказал, вы должны убедиться, что все ваши контактные площадки больше, чем эти. Чтобы убедиться, что на контактной площадке достаточно площади для паяльной пасты, сделай подушечку больше. Программа компоновки печатных плат KiCAD EDA Suite позволяет изменять все контактные площадки по одному за раз.. Припой имеет это удивительное свойство, которое соединяется с металлическими деталями при обнаружении оплавления.. Пока ваша печатная плата имеет точный припой, металлические детали припоя будут найдены, чтобы связать. Так что не беспокойтесь о подушках (в основном говорят +/- 20%).
Вам понадобятся точные размеры вашего шаблона печатной платы на будущее.. Используйте инструмент расстояния в программном обеспечении для разводки печатных плат, чтобы определить расстояние между внешними контактными площадками компонентов.. Не размер печатной платы, но расстояние между крайними краями площадки. В примере ниже, печатная плата имеет ширину 2.3, «но расстояние от края до края площадки составляет 2,142».
Вы можете измерить расстояния, выбрав чертежи в раскрывающемся меню слоя и нажав кнопку Размеры в правом меню инструментов.. Это четвертая кнопка снизу.
Шаг 3: Создание файлов Gerber
Нарисуйте макет печатной платы с помощью трафарета для паяльной пасты Gerber..
При использовании KiCAD, выберите Draw из меню File. В окне сюжета, выберите SoldP_Cmp для слоя компонента паяльной пасты и нажмите кнопку Plot.
Шаг 4: Откройте файл Gerber для преобразования
Откройте файл в Gerber Gerber Viewer. Выберите Open Layer (s) из меню «Файл».
Шаг 5: Экспорт Gerber в файл SVG
Затем экспортируйте файл в формате SVG.. Выберите Экспорт, затем SVG… из меню «Файл».
Шаг 6: Создание трафаретов с помощью Cricut
Импортируйте файл SVG в Sure-Cuts-A-Lot, выбрав Import SVG… в меню File..
Шаг 7: Измените размер дизайна
Нажмите кнопку «Сохранить пропорции» в окне «Свойства» и установите для ширины трафарета значение, указанное ранее..
Шаг 8: подготовить прозрачность и машину
Возьмите лист прозрачной пленки и обрежьте его по размеру коврика для резки Cricut.. Прикрепите прозрачную пленку к коврику для резки.. Поместите коврик для резки в машину и нажмите кнопку вставки бумаги. Установите упорную шайбу Cricut вверх., колесо скорости переключится на High или Medium, и глубина режущего лезвия до 5 или же 6. Подробные инструкции можно найти в руководстве Cricut.. Вам понадобится метод проб и ошибок. Скорость и давление могут изменить точность резки., а большая глубина режущего ножа ускоряет замену режущего коврика.
Шаг 9: Вырежьте трафарет для печатной платы
Перейти к вырезанию дизайна. Выберите Cut Design в меню Cutter..
Рекомендации по проектированию трафарета печатной платы
- Толщина трафаретов
В дизайне трафарета печатной платы, Толщина трафаретов является ключевым фактором, определяющим количество паяльной пасты, наносимой на плату., дополнительное отложение припоя может привести к образованию мостиков припоя, в то время как меньшее количество припоя делает паяные соединения слабыми. Обычно, толщина трафаретов от 4 ты к 8 ты.
Размер отверстий трафарета должен быть меньше размера контактной площадки печатной платы, чтобы избежать таких проблем, как шунтирование и припой., или паяльная паста может прилипнуть к стенкам апертуры при снятии трафаретов. Следовательно, внутренняя площадь стенки апертуры должна быть на две трети меньше площади контактной площадки печатной платы, чтобы избежать подобных проблем..
- Материал трафарета
Материал, используемый для изготовления трафаретов, является еще одним фактором, который следует учитывать при проектировании трафарета печатной платы., что влияет на возможность выхода паяльной пасты из отверстия на площадку печатной платы. Самый используемый материал – нержавеющая сталь, в то время как для некоторых конструкций печатных плат с устройствами с мелким шагом, нам нужно использовать другие материалы, такие как никель, который 50% дороже нержавейки.
- Выравнивание трафарета
Хорошее выравнивание трафарета имеет решающее значение для получения точного отпечатка паяльной пасты., в то время как для достижения идеального эффекта печати, нам нужно добавить реперные метки как на печатную плату, так и на трафарет. Эти реперные точки обеспечивают правильное выравнивание трафарета и печатной платы..
В конечном счете, Производство трафаретов для печатных плат требует передовых навыков и опыта.. Если вам не хватает навыков, рекомендуется сотрудничество с проверенным производителем трафаретов для печатных плат.. МОКО Технология специализируется на услуги PCBA, обеспечение изготовления печатных плат, Создание трафарета SMT, Сборка печатной платы, тестирование, и услуги доставки. Мы имеем большой опыт контрактного производства печатных плат.. Обратитесь к авторитетному производителю трафаретов для печатных плат, например MOKO, чтобы начать работу над вашим проектом по производству печатных плат.!