Как поставить поршень в цилиндр
После проведенных работ по расточке цилиндров под ремонтный размер, установки и настройки коленвала, дефектовке частей двигателя, устанавливающихся в картер повторно, подбираем поршни, пальцы к ним и поршневые кольца.
Разнообразие вариантов приобретения поршневой группы и других деталей к двигателю вашего автомобиля обманчиво: почти вся продукция из Китая, но качество разное. И не всегда высокая цена соответствует высокому качеству. Выбирая комплект, обратите внимание на совпадение заявленных размеров с истинными, на чистоту поверхности изделия и внешний вид. На днище поршня указаны размеры изделия и рекомендуемый зазор между зеркалом цилиндра и поршнем: он, как правило, должен быть равен 0.06 мм.
Промерьте каждый поршень и взвесьте его: для этого рекомендуется использовать медицинские весы советского производства с комплектом разновесов: ни одни современные электронные весы не дадут такого точного результата. Допуск в разнице веса поршней (с пальцами) – 3 грамма. Сравнивая их на чашах весов между собой, находится самый легкий поршень, затем его следует взвесить. Определив разницу в весе между самым тяжелым и легким поршнем, можно уравновесить их следующим образом: на посадочном месте под палец изнутри есть «прилив» — стачивая его фрезой, можно свести разницу в их весе к минимуму. Бывают случаи, когда этой меры не хватает: тогда на торце пальца делают симметричные пропилы с обеих сторон. Не стоит фанатично добиваться точнейших результатов: ослабление конструкции может привести к непредсказуемым результатам.
Установка поршня на шатун: замки маслосъёмных колец должны быть разведены в разные стороны на 180 градусов, на расстоянии от пальца и юбки поршня, где-то посредине. Это делается для сохранения компрессии в цилиндре. Замки в компрессионных кольцах не должны находиться в одной плоскости.
Есть два способа установки пальца в поршень: «на горячую»-для этого поршень нагревается в течение нескольких минут с разных сторон горелкой, палец, смазанный маслом на деревянной оправке, вставляется на место сквозь отверстие головки в шатуне. Эта процедура требует навыка и точно выверенных движений, и небезопасна.
Другой способ: место посадки пальца, сам палец и головка шатуна смазывается маслом, после чего палец запрессовывают на место. Для установки собранной конструкции в цилиндр используется раздвижная оправка с широкими краями: не стоит забывать про стрелку на днище поршня, указывающую направление «вперед». Установив оправку в цилиндр, легкими ударами деревянной ручки молотка по краям поршня опускаем его в цилиндр. Нижний бугель с вкладышем устанавливается на шатун и затягивается усилием в 6 кг.
Таким образом, собирается вся поршневая группа. Рекомендуется использовать для этого синтетическое масло «Castrol».
Снятие и установка поршней в сборе с шатунами
Необходимый специальный инструмент и приспособления:
- динамометрический ключ с головкой 15 мм
- обжимное кольцо
Последовательность операций по снятию поршней в сборе с шатунами:
- Снять с двигателя головку цилиндров и масляный картер.
- Провернуть коленчатый вал настолько, чтобы демонтируемый поршень оказался в нижней мертвой точке (н.м.т.).
- Расшплинтовать и отвернуть гайки крепежных болтов подшипника нижней головки шатуна и снять крышку шатуна.
- Протолкнуть шатун с поршнем и вынуть комплект этих деталей из цилиндра.Перед извлечением поршни в сборе с шатуном из цилиндра нужно проверить состояние верхней кромки зеркала цилиндров. При наличии здесь буртика (недоношенного участка зеркала цилиндра) его нужно удалить специальным режущим инструментом.
- Пометить поршень порядковым номером цилиндра и проверить наличие заводской отметки порядкового номера цилиндра на шатуне и его крышке со стороны, обращенной к распределительному валу (см. обозначения А и 2 в круге на рисунке). Остальные поршни в сборе с шатунами вынимают из цилиндров аналогичным способом.
Проверка и регулировка углов установки колес (УУК)
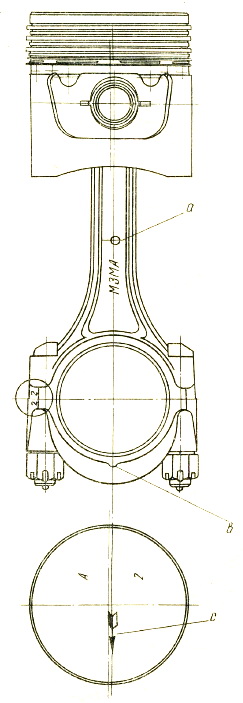
Рис. Установочные метки на поршне и шатуне. (А и 2)
Устанавливают поршни с шатунами в цилиндры двигателя в обратной последовательности. При этом необходимо:
- Перед установкой в цилиндр собранного комплекта поршень — шатун смазать маслом для двигателя поршневые кольца, юбку поршня и поршневой палец.
- Развернуть поршневые кольца в канавках поршня так, чтобы замки соседних колец отстояли друг от друга на 180°.
- Вставляя шатун в сборе с поршнем в цилиндр, обратить внимание на то, чтобы стрелка с выбитая на днище поршня, выступ а на теле шатуна и выступ в на крышке шатуна были обращены в сторону водяного насоса. При такой установке и взаимном расположении деталей ось поршневого пальца будет смещена от оси цилиндра в требуемую сторону (в сторону распределительного вала).
- Перед тем как вставить кольца в цилиндр, сжать их специальной обжимкой и проследить, чтобы кольца не сместились и не нарушилось взаимное расположение их замков.
- Повернуть коленчатый вал так, чтобы шатунная шейка установилась в нижней мертвой точке.
- Проверить, правильно ли установлены вкладыши в шатуне и в его крышке, смазать их маслом, применяемым для двигателя, и протолкнув поршень вглубь цилиндра, собрать шатунный подшипник на шейке коленчатого вала. Гайки шатунных болтов затягивать равномерно. Окончательную затяжку гаек производить динамометрическим ключом с моментом 5,0—6,5 кгм.
- Проверить, легко ли вращается коленчатый вал.
- Зашплинтовать гайки шатунных болтов. При этом обязателен натяг шплинтов в отверстиях болтов в шлицах гаек. Качание шплинта с разведенными концами в пазах гайки не допускается.
ПРЕДУПРЕЖДЕНИЕ
Перед удалением из цилиндра поршня в сборе с шатуном или перед установкой этого комплекта необходимо проверить, нет ли заусенцев на теле шатуна под головками шатунных болтов. Во избежание повреждения зеркала цилиндров (образования царапин) заусенцы следует удалить напильником.
Нужно иметь в виду, что повредить зеркало цилиндров может также и выступающая за габариты тела шатуна головка шатунного болта. Поэтому при разборочно-сборочных работах нужно обращать внимание на правильность положения головки шатунного болта.
Замена поршня: когда и как ее проводить?

Цилиндры, поршни, кольца и другие детали ЦПГ во время работы двигателя подвержены колоссальным нагрузкам и экстремально высоким температурам.
Поршни являются основным преобразователем энергии ДВС, при этом они постоянно контактируют с внутренними стенками цилиндра и испытывают негативные последствия трения. Степень их износа увеличивается при недостаточной смазке, слишком малых зазорах в цилиндро-поршневой паре или деформации элементов.
Если неисправности возникли впервые, ограничиваются установкой нового комплекта колец. Сами поршни могут прослужить еще несколько таких замен, однако в дальнейшем также потребуют обновления.
Рассмотрим некоторые технологические нюансы, связанные с износом и заменой поршней.
Какие детали поршневой группы изнашиваются быстрее?
Износу подвергаются прежде всего поршневые кольца, юбка и отверстия под палец.
В результате трения о внутреннюю поверхность цилиндра кольца изнашиваются по наружному диаметру, вследствие трения о торцы канавок поршней – по высоте.
Быстрее всех изнашивается первое поршневое кольцо и первая канавка поршня, так как это сочленение работает в самых тяжелых температурных, абразивных и нагрузочных условиях, зачастую при недостаточной смазке. Кольца обычно изнашиваются быстрее канавок. Они теряют свою упругость и постепенно разрушаются.

В канавках поршня больше всего изнашивается нижний торец, так как эта поверхность почти постоянно контактирует с кольцами и подвергается усиленному давлению с их стороны.
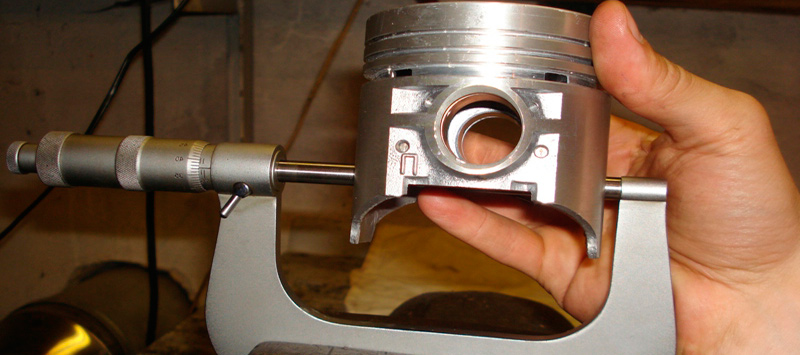
Концы поршневого пальца работают внутри бобышек, а его средняя часть – в верхней головке шатуна. Степень износа этих элементов определяется величиной фактического зазора между ними и пальцем. Для этого измеряют их диаметр в местах сопряжения с отверстиями. Если результаты выходят за допустимые пределы, поршень и палец подлежат замене.
Отверстия в бобышках поршня изнашиваются неравномерно, поэтому со временем приобретают овальную форму. Если их размер не превышает установленную норму, форму исправляют разверткой под размер ремонтного пальца большего диаметра. Диаметр втулки верхней головки шатуна также увеличивают.
Об износе юбки свидетельствуют многочисленные задиры на ее боковых поверхностях, увеличенный зазор между нижней частью тронка и стенками цилиндра (более 0,5 % диаметра гильзы).
Величину зазора измеряют с помощью щупа или индикаторного нутромера в разных частях цилиндра – в менее изношенной нижней и более изношенной средней. Делают это, отступая на 5-10 мм от нижнего края передней или задней стороны юбки поршня.
Поршень подлежит замене, если наблюдаются следующие явления:
- Большой зазор между поршнем и гильзой цилиндра
- Многочисленные задиры на юбке поршня
- Повреждения (царапины, трещины) на днище и жаровом поясе поршня, вызванные нарушением процесса сгорания топливно-воздушной смеси
- Неравномерный износ и деформация канавок для поршневых колец (в результате кольца интенсивно вибрируют, наблюдается повышенный расход масла и прорыв картерных газов)
Что нужно знать, приобретая новые поршни?
При подборе нового поршня обязательно проверяйте его форму – она должна быть конусной. Расширение поршня при нагреве происходит неравномерно (больше всего на днище, меньше – на юбке), поэтому под воздействием высоких температур конус превращается в правильный цилиндр.
Степень конусности зависит от теплового режима двигателей – чем он выше, тем больше разница диаметров в верхней и нижней части поршня.
На днище поршня указан его диаметр в районе поршневых колец. Однако при выборе новой детали лучше ориентироваться на другую величину – диаметр нижней части юбки. В таком случае обкатка пройдет быстрее и безопаснее.
Зазор между нижней частью юбки поршня и стенками цилиндра должен составлять от 0,05 до 0,1 мм. Точное значение зависит от объема цилиндра и указано в мануале двигателя.
Правильность зазора между поршнем и цилиндром проверить несложно: после нагрева деталей до 150 С поршень опускают в гильзу и следят за его положением. При нормальном зазоре поршень не падает и не заклинивает, а плавно опускается под тяжестью собственного веса.
Выбирая поршни, обращайте внимание на фирму и материал. Дешевые алюминиевые комплекты от неизвестных производителей – вряд ли хороший вариант. Недорогие сплавы, из которых изготавливают такие поршни, не содержат кремния, придающего им прочность, а также не имеют должного теплового расширения.
Поршни из качественных износостойких материалов обеспечат отличные рабочие характеристики двигателя и позволят существенно увеличить межсервисные интервалы.
В целях максимального увеличения ресурса поршней некоторые производители наносят на их юбки антифрикционные покрытия. Сегодня сделать это может не только предприятие, но и любой автовладелец, так как такие составы начали выпускаться в удобных аэрозольных фасовках.
Для обработки деталей двигателя существует специальное твердосмазочное покрытие – MODENGY Для деталей ДВС. Он подходит как для промышленного применения, так и для частных случаев нанесения.

Состав с высокодисперсным дисульфидом молибдена и графитом предотвращает появление задиров на юбках поршня, может использоваться как для создания нового защитного слоя, так и для восстановления изношенного заводского покрытия.
Применение MODENGY Для деталей ДВС способствует уменьшению шума при работе двигателя, повышению его КПД и снижению расхода топлива.
Аэрозольный баллон позволяет наносить состав быстро и равномерно. Покрытие высыхает при комнатной температуре, что очень удобно для гаражных условий.
Перед использование материала поверхности необходимо подготовить с помощью Специального очистителя-активатора MODENGY – он гарантирует отличную адгезию покрытия и долгий срок его службы.
Можно ли заменить поршень самостоятельно и как это сделать?
Осмотр и замену поршней можно производить без снятия двигателя с автомобиля. Разборка ГБЦ осуществляется следующим образом:
- После слива остатков масла головка демонтируется вместе с прокладкой ГБЦ
- С верхней части цилиндра снимается нагар (в противном случае не будет возможности вытащить поршень и определить его возможные неисправности)
- Диаметр цилиндра замеряется нутромером
- Поддон полностью разбирается, оставшееся масло сливается
- Дно осматривается на предмет наличия металлических обломков (колец, успокоителей цепи и пр.)
- Масляная пленка осматривается на свету: если она не начинает искриться, значит, вкладыши изношены и их нужно заменить
- Поршень аккуратно вытаскивается вместе с шатуном и кольцами; если на юбке имеются глубокие задиры, наблюдается прогар днища и поверхности в зоне верхнего компрессионного кольца, проводится замена поршня
Поршень, палец и бронзовая втулка верхней головки шатуна работают в тесном контакте, поэтому, как правило, подлежат замене вместе.
Чтобы отделить поршень от шатуна, нужно вынуть стопорные кольца из отверстий в бобышках, а затем с помощью пресса достать поршневой палец. При необходимости тем же прессом снимается бронзовая втулка.
Приступая к сборке комплекта «поршень-палец-шатун» необходимо убедиться, что они имеют одинаковые диаметры отверстий. Т.е. маркировка, нанесенная на один из бобышек поршня, торцы пальца и верхнюю головку шатуна, должна быть выполнена краской одного цвета.
Перед соединением поршень и шатун проверяются на параллельность осей с помощью контрольного приспособления с индикаторными головками.
Палец запрессовывается в отверстия бобышек поршня и верхней головки шатуна без использования ударной техники. Стопорные кольца вставляются в канавки бобышек. Готовые поршни с шатунами устанавливаются в гильзы цилиндров.
Оправка поршневых колец: установка поршней — быстро и просто

При ремонте поршневой группы двигателя возникают сложности с установкой поршней — выступающие из канавок кольца не позволяют поршню свободно войти в блок. Для решения этой проблемы используются оправки поршневых колец — о данных приспособлениях, их типах, конструкции и применении узнайте из статьи.
Назначение оправки поршневых колец
Оправка поршневых колец (обжимка) — приспособление в виде ленты с зажимом, предназначенное для утопления поршневых колец в проточках поршня при его монтаже в блок двигателя.
Ремонт поршневой группы двигателя редко обходится без извлечения поршней из его блока. Последующий монтаж поршней в цилиндры блока зачастую доставляет проблемы: установленные в проточках кольца выступают за пределы поршня и мешают ему войти в свою гильзу. Для решения этой проблемы при ремонте двигателя применяются специальные приспособления — оправки или обжимки поршневых колец.
Оправка поршневых колец имеет одну главную функцию: с ее помощью производится обжимка колец и их утопление в проточках поршня так, чтобы вся эта система свободно вошла в цилиндр блока. Также оправка выступает в роли направляющей при установке поршня, предотвращая его перекос, а также, не допуская повреждения колец и зеркала цилиндра.
Оправка поршневых колец — простое, но крайне важное приспособление, без которого невозможно провести ремонт поршневой группы и других систем двигателя. Но прежде, чем идти в магазин за оправкой, следует разобраться в существующих типах этих приспособлений, их конструкции и особенностях.
Типы, конструкция и принцип работы оправки поршневых колец
Существующие сегодня обжимки можно разделить на две больших группы по принципу действия:
- Трещоточные (с храповыми механизмами);
- Рычажные.
Они имеют существенные конструктивные отличия и разный принцип работы.
Трещоточные оправки поршневых колец

Данные приспособления бывают двух основных видов:
- С храповым механизмом с приводом от ключа (воротка);
- С храповым механизмом, встроенным в рукоятку с рычажным приводом.
Наиболее широкое применение имеют обжимки первого типа. Они состоят из двух основных частей: обжимной стальной ленты и храпового механизма (трещотки). Основу приспособления составляет лента шириной от нескольких десятков миллиметров до 100 мм и более. Лента изготавливается из стали, для повышения прочности может проходить термическую обработку, она свернута в кольцо. Поверх ленты располагается храповой механизм с двумя узкими лентами. На оси механизма располагаются барабаны для намотки лент и зубчатое колесо с подпружиненной собачкой. Собачка выполнена в виде небольшого рычага, при нажатии на который происходит освобождение храпового механизма и ослабление ленты. В одном из барабанов ленты выполнено осевое отверстие квадратного сечения, в которое устанавливается Г-образный ключ (вороток) для затяжки ленты.
Существует разновидность храповых ленточных оправок для работы с поршнями большой высоты — они комплектуются сдвоенным храповым механизмом (но, как правило, только с одним зубчатым колесом и собачкой) с приводом от одного воротка. Высота такого приспособления может достигать 150 мм и более.
В любом случае оправки данного типа за счет своей конструкции являются универсальными, многие из них позволяют работать с поршнями диаметром от 50 до 175 мм, находят применение и оправки увеличенного диаметра.
Работает храповая оправка поршневых колец просто: при проворачивании оси храпового механизма воротком происходит проворачивание зубчатого колеса, по которому свободно проскакивает собачка. При остановке воротка собачка упирается в зуб колеса и предотвращает его обратное движение — так обеспечивается фиксация оправки и, соответственно, обжим колец в своих проточках.
Обжимки с рукояткой, в которую встроен храповой механизм, имеют похожее устройство, однако в них отсутствует вороток — его роль играет встроенный рычаг. Обычно такие приспособления имеют узкую ленту, они предназначены для работы с мотоциклетными и иными малообъемными силовыми агрегатами.
Рычажные оправки поршневых колец
К данной группе относится несколько разновидностей обжимок различной конструкции:
- Ленты с обжимом пассатижами или иным инструментом;
- Ленты с обжимом специальным инструментом — клещами, в том числе и храповыми;
- Ленты с обжимом встроенным рычагом с замковым механизмом и возможностью подстройки под диаметр поршня.
Наиболее просто устроены обжимки первого типа: обычно это незамкнутые кольца из относительно толстого металла с двумя бортами или петлями на двух концах, которые сводятся вместе с помощью пассатижей или клещей. Такие оправки нерегулируемые, они могут использоваться только с поршнями одного диаметра, а кроме того, они не слишком удобны в работе, так как требуют постоянного удерживания пассатижей или клещей вплоть до полной установки поршня в гильзу.
Оправки второго типа более совершенны, они также выполнены в виде незамкнутых колец, однако для их стяжки используются специальные клещи с возможностью фиксации в каком-либо определенном положении. Такие обжимки не требуют постоянного приложения усилий к клещам, поэтому более удобны и просты в работе. Обычно приспособления данного типа предлагаются в виде комплектов с несколькими оправками разного диаметра.
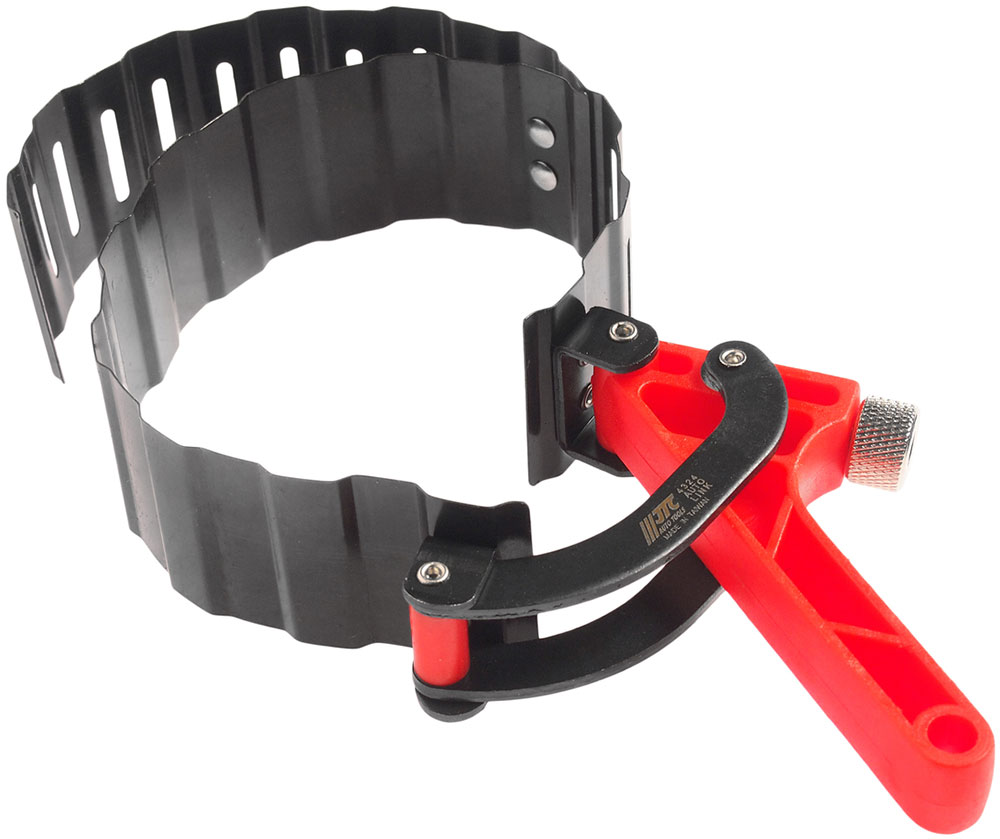
Оправки третьего типа представляют собой свернутую в кольцо ленту или две ленты, соединяемых друг с другом с помощью простейшего замка, который позволяет регулировать диаметр кольца. На одном конце ленты располагается рычаг, а на другом — шарнирно соединенная с рычагом скоба, при прижиме рычага к ленте происходит стягивание и фиксация кольца. Зачастую лента в таких приспособлениях выполняется рифленой, что обеспечивает возможность некоторой подстройки всей оправки под поршни разного диаметра.
Правильный подбор и применение оправки поршневых колец
Выбор оправки поршневых колец необходимо делать, исходя из особенностей поршней и работ, которые приходится выполнять. Если производится ремонт только одного автомобиля, то имеет смысл выбрать простую обжимку с храповым механизмом или даже с зажимом пассатижами. Если же установка поршней производится регулярно (например, в автомастерской), то лучше отдать предпочтение тем же универсальным ленточным оправкам с храповым механизмом или набору оправок различного диаметра. При этом следует понимать, что для больших автомобильных поршней лучше использовать широкие оправки, а для мотоциклетных — узкие.

Для покупки с целью профессионального применения интересным вариантом могут стать полные наборы инструментов для ремонта поршневых групп. Такие наборы могут содержать различные оправки для поршневых колец (как ленточные, так и с храповыми клещами), съемники колец и другие приспособления.
Работа с оправкой поршневых колец в общем случае проста, она сводится к нескольким операциям:
- Для удобства установить поршень в тиски, хорошо смазать его проточки с кольцами и юбку маслом;
- Расположить кольца в проточках в соответствии с рекомендациями — так, чтобы их замковые части располагались на расстоянии 120 градусов друг от друга;
- Смазать внутреннюю поверхность оправки маслом;
- Установить оправку на поршень;
- С помощью воротка, рычага или клещей (в зависимости от типа приспособления) произвести затяжку оправки на поршне;
- Поршень вместе с оправкой установить в цилиндр блока, с помощью киянки или молотка через прокладку аккуратно выбить поршень из оправки в цилиндр;
- После того, как поршень полностью войдет в цилиндр, убрать и ослабить оправку.
При работе с оправкой необходимо продуманно выполнять затяжку: при слишком слабом обжиме кольца не полностью войдут в проточки и будут мешать установке поршня в гильзу; при чрезмерном обжиме поршень будет сложно выбить из оправки, также в этом случае возможна поломка механизма приспособления.
При верном подборе и использовании оправки поршневых колец сборка двигателя после ремонта поршневой группы потребует минимальных затрат времени и сил.