Почему «горят» круглые пилы на многопильных станках?

Как правило в плохой геометрии пиломатериала на 90% повинна круглая пила, но оставшиеся 10% причин зарезания принадлежат именно станку. Существует много конструкций циркулярных станков. Попытаемся обобщить причины их плохой работы. Получается, сломанная пила это кто то просто неправильно подобрал оборудование.
Недостаточная мощность привода может проявить себя, когда на вал многопила установлено слишком много пил или они слишком толстые. Зачастую плохую подготовку пил стараются компенсировать увеличением их толщины и большим разводом зубьев. Только пилоправ сможет подготовить тонкие пилы и выставить минимальный развод так, что мощности привода хватит для нормальной работы станка.
Не хватает мощности привода, когда скорость подачи распиливаемого материала очень велика или он вязкий и твердый, например, лиственница или дуб. Необходимо подобрать скорость подачи. В станках с водяным охлаждением пил, нужно пристально следить за подачей воды. Бывает слабый напор или забившиеся отверстия в направляющих не обеспечивают необходимой степени смазки и охлаждения пил. А бывают причины и тривиальные. Ремни провисли и их давно пора менять или не хватает масла в гидросистеме.
Важны и геометрические настройки станка. В хорошем станке все должно быть параллельно или перпендикулярно. Вал выставляется строго перпендикулярно движению заготовки, особенно важно это там, где есть его регулировка. Пила должна стоять строго перпендикулярно плоскости станины станка. Измерительные устройства станков типа Кара и Магистраль выставляются параллельно плоскости пилы. Необходимо выставить по инструкции на станок все ограничители пилы и направляющие. А так же расклинивающие ножи.
Будьте предельно осторожны! Практически все перечисленные операции выполняются на работающей пиле. Стоящая пила принимает произвольное положение и не может служить плоскостью отсчета.
Зарезание пил может произойти из-за неисправного пильного вала. Круглые пилы работоспособны только при минимальных торцевых и радиальных биениях пильного вала или фланца. Биения исчисляются сотыми долями миллиметра. Например, торцевое биение фланца метровой пилы в пределах 0,1 мм приводит к мгновенному перегреву пилы от трения о стенки пропила и глубокому зарезанию. Изготовитель нормируют этот показатель в пределах 0,03 мм. Лучше, чтобы его значение было еще меньше. Проверку производят индикатором на магнитной стойке.

Пильный вал может быть причиной зарезания в случае сильного нагрева неисправных, перетянутых или несмазанных подшипников. Уделите самое пристальное внимание проверке и смазке пильного вала станка. Плохие подшипники можно обнаружить следующим способом: приставьте к месту расположения подшипника небольшую рейку с гладкими краями и прижмитесь к ней ухом. Внимательно прослушайте работу подшипника во время вращения и остановки вала. Скрежет, резкие стуки и щелчки не допускаются. Менять подшипник нужно грамотно, используя съемники. Подшипники имеют разные классы точности и далеко не все годятся для установки на вал. Посадочные места под подшипник должны быть шлифованы изготовителем, что сейчас бывает не всегда.
У станков с плавающими пилами есть свои причины зарезания. Это бывает, если неправильно отрегулированы зазоры в направляющих. Причем при малом зазоре пилы зарезаются в следствии перегрева, а при большом — блуждания. Необходимо выставлять рекомендуемые зазоры.
Блуждение пил появляется и в том случае, когда неравномерно сточены направляющие, изготовленные из латуни или баббита. Латунную накладку в этом случае меняют, а баббитовую наплавляют вновь.
Бывает, что между направляющими и пилой вклинивается щепка. Это приводит к сильному закливанию и мгновенному перегреву пил. Не спасает даже водяное охлаждение. После этого пилы, как правило, приобретают чашеобразность и нуждаются в пилоправной подготовке.
Многие считают, что самым быстро расходуемым ресурсом круглых пил является заточка, за тем идет развод и только после них правка и проковка.
Это и в самом деле так, если используются толстые пилы. Однако, если вы хотите сэкономить на ширине пропила и иметь солидный коэффициент выхода годного, эти представления придется менять. Тогда на первый план выступает пилоправная подготовка. На оборудованном тонкими пилами многопиле, править пилы приходится иногда каждые 3-4 часа, т.е. задолго до затупления твердосплавных наконечников. И следует признать, что это мировая практика. Хочешь экономить — готовь профессионального пилоправа.
Какой толщины пилы еще могут стабильно резать при соответствующей пилоправной подготовке? Это напрямую зависит от диаметра пилы и от конструкции станка. Но в основном в России пилят очень толстыми пилами, так меньше хлопот! По-нашему опыту, прекрасно можно пилить метровыми пилами толщиной 3,6 мм, пилами диаметром 630 мм и толщиной 2,5 мм. И это далеко не предел!
Почему «горят» круглые пилы на многопильных станках?
Как правило в плохой геометрии пиломатериала на 90% повинна круглая пила, но оставшиеся 10% причин зарезания принадлежат именно станку. Существует много конструкций циркулярных станков. Попытаемся обобщить причины их плохой работы. Получается, сломанная пила это кто то просто неправильно подобрал оборудование.
Недостаточная мощность привода может проявить себя, когда на вал многопила установлено слишком много пил или они слишком толстые. Зачастую плохую подготовку пил стараются компенсировать увеличением их толщины и большим разводом зубьев. Только пилоправ сможет подготовить тонкие пилы и выставить минимальный развод так, что мощности привода хватит для нормальной работы станка.
Не хватает мощности привода, когда скорость подачи распиливаемого материала очень велика или он вязкий и твердый, например, лиственница или дуб. Необходимо подобрать скорость подачи. В станках с водяным охлаждением пил, нужно пристально следить за подачей воды. Бывает слабый напор или забившиеся отверстия в направляющих не обеспечивают необходимой степени смазки и охлаждения пил. А бывают причины и тривиальные. Ремни провисли и их давно пора менять или не хватает масла в гидросистеме.
Важны и геометрические настройки станка. В хорошем станке все должно быть параллельно или перпендикулярно. Вал выставляется строго перпендикулярно движению заготовки, особенно важно это там, где есть его регулировка. Пила должна стоять строго перпендикулярно плоскости станины станка. Измерительные устройства станков типа Кара и Магистраль выставляются параллельно плоскости пилы. Необходимо выставить по инструкции на станок все ограничители пилы и направляющие. А так же расклинивающие ножи.
Будьте предельно осторожны! Практически все перечисленные операции выполняются на работающей пиле. Стоящая пила принимает произвольное положение и не может служить плоскостью отсчета.
Зарезание пил может произойти из-за неисправного пильного вала. Круглые пилы работоспособны только при минимальных торцевых и радиальных биениях пильного вала или фланца. Биения исчисляются сотыми долями миллиметра. Например, торцевое биение фланца метровой пилы в пределах 0,1 мм приводит к мгновенному перегреву пилы от трения о стенки пропила и глубокому зарезанию. Изготовитель нормируют этот показатель в пределах 0,03 мм. Лучше, чтобы его значение было еще меньше. Проверку производят индикатором на магнитной стойке.
Пильный вал может быть причиной зарезания в случае сильного нагрева неисправных, перетянутых или несмазанных подшипников. Уделите самое пристальное внимание проверке и смазке пильного вала станка. Плохие подшипники можно обнаружить следующим способом: приставьте к месту расположения подшипника небольшую рейку с гладкими краями и прижмитесь к ней ухом. Внимательно прослушайте работу подшипника во время вращения и остановки вала. Скрежет, резкие стуки и щелчки не допускаются. Менять подшипник нужно грамотно, используя съемники. Подшипники имеют разные классы точности и далеко не все годятся для установки на вал. Посадочные места под подшипник должны быть шлифованы изготовителем, что сейчас бывает не всегда.
У станков с плавающими пилами есть свои причины зарезания. Это бывает, если неправильно отрегулированы зазоры в направляющих. Причем при малом зазоре пилы зарезаются в следствии перегрева, а при большом — блуждания. Необходимо выставлять рекомендуемые зазоры.
Блуждение пил появляется и в том случае, когда неравномерно сточены направляющие, изготовленные из латуни или баббита. Латунную накладку в этом случае меняют, а баббитовую наплавляют вновь.
Бывает, что между направляющими и пилой вклинивается щепка. Это приводит к сильному закливанию и мгновенному перегреву пил. Не спасает даже водяное охлаждение. После этого пилы, как правило, приобретают чашеобразность и нуждаются в пилоправной подготовке.
Многие считают, что самым быстро расходуемым ресурсом круглых пил является заточка, за тем идет развод и только после них правка и проковка.
Это и в самом деле так, если используются толстые пилы. Однако, если вы хотите сэкономить на ширине пропила и иметь солидный коэффициент выхода годного, эти представления придется менять. Тогда на первый план выступает пилоправная подготовка. На оборудованном тонкими пилами многопиле, править пилы приходится иногда каждые 3-4 часа, т.е. задолго до затупления твердосплавных наконечников. И следует признать, что это мировая практика. Хочешь экономить — готовь профессионального пилоправа.
Какой толщины пилы еще могут стабильно резать при соответствующей пилоправной подготовке? Это напрямую зависит от диаметра пилы и от конструкции станка. Но в основном в России пилят очень толстыми пилами, так меньше хлопот! По-нашему опыту, прекрасно можно пилить метровыми пилами толщиной 3,6 мм, пилами диаметром 630 мм и толщиной 2,5 мм. И это далеко не предел!
Почему пила (дисковая) жжёт древесину? В чём причина, как исправить?
При распиловки древесины дисковая пила жжёт древесину, почем у, в чём причина.
комментировать
в избранное бонус
сурча нин [21.4K]
5 лет назад
Причин «жжения» только две. Пила совсем тупая или отсутствует развод зубьев, в итоге диск сильнее трётся о дерево и жжёт. Если в первом случае достаточно поточить пильный диск, то во втором нужно приспособление разводка (гребёнка).При отсутствии таковой, не сложно и самому сделать. В металлической полоске сделать пропил по толщине зуба, на глубину- высоты зуба, это индивидуально для диска.
Приспособился разводить, как и точить, не снимая диск. Чтоб не перелишить развод подкладываю рейку, как упор, под пятку разводки. Развод получается ровный у всех зубов.
Кстати развод должен быть 0,3 -0,5 мм в каждую сторону, то есть пропил должен быть на 0,6- 1 мм шире толщины диска.
Может быть и третья, скорее техническая причина «жжения». Когда расстояние на входе, меж диском и направляющей планкой, больше чем на выходе.

комментировать
в избранное ссылка отблагодарить
krusu [18.9K]
5 лет назад
Самая банальная причина в этом случае — это затупилась пила. Что делать? Желательно подточить. Самому точить не советую, так как зачастую заточка вручную получается не ровной и в итоге рез будет кривой. Отдайте лучше в мастерскую, они там подточат Вам всё быстро и, кстати не дорого. Чтобы диск долго не тупился советую покупать диски с напайками. Мне такого диска хватает на год работы. Кстати и разводить такой диск не нужно и пилит он очень чисто, правда если попадётся гвоздь, то напайка может обломаться ( но гвоздь перепилится).
комментировать
в избранное ссылка отблагодарить
Ким Чен Ын [568K]
5 лет назад
Основная причина, это трение боковой части диска о древесину.
Трение приводит к тому что древесина начинает «гореть».
Распиловка производится вот таким

пильным диском (кругом).
Зубья диска могут затупиться в процессе работы (к примеру длительное время производите распиловку плотной древесины) тут выход один, круг надо затачивать.
Возможно из-за перегрева нарушена геометрия диска, то есть он уже не ровный и плоский, его «повело» в этом случае диск подлежит замене.
Возможно нет «развода» зубьев диска, проверять «разводку» диска надо (точней так лучше) перед началом работы с пилой.
Разводку лучше делать вместе с заточкой.
Причиной может быть и износ зубьев круга (диска).
То есть получается (это к примеру) одни зубья выше других, более низкие зубья работают в холостую, на высокие зубья двойная нагрузка и как итог диск греется и древесина «горит».
В этом случае тоже лучше диск поменять на новый.
Бракованный диск, не раз сталкивался с такими, затачивать такие диски бесполезно, он опять «сядет», лучший вариант, его полная замена.
Может быть распиловку производите не правильно, диск «зажимает» в древесине, распиловка ведётся по прямой, следите за тем чтобы диск не подклинивал и не тёрся о края пропила.
А может быть дело в самой пиле, к примеру греется подшипник (вышел из строя, или выходит) тепло от него передаётся диску и древесина «горит».
Подшипник надо смазать как минимум, или заменить на новый.
Слишком большие обороты выставленные на пиле, тоже могут стать причиной.
Уход за пильными дисками: очистка, заточка
Пильный диск с твердосплавными напайками — основной режущий инструмент для деревообрабатывающего оборудования. От его состояния зависит качество реза, производительность станка, а также и безопасность персонала при выполнении работ. С одной стороны, своевременная замена расходника гарантирует повышение технико-экономических показателей резания. С другой стороны, многие производители лесоматериалов стремятся максимально продлить ресурс недешевых дисковых пил, особенно при использовании многопилов и другом потоковом производстве. Эта цель вполне достижима при своевременном профилактическим техобслуживанием оборудования и уходе за режущим инструментом.
О том, что с диском происходит что-то неладное (диск деформирован, затупились зубья, требуется очистка от смол и т.д), помимо явных визуальных признаков можно судить по следующим факторам:
- повышенная нагрузка на двигатели пильного привода (об этом можно судить по показателям нагрузки на цифровом табло системы управления);
- поверхность диска имеет повышенную температуру, а на спиле появляются прижоги (особенно при использовании дисков без подчищающих ножей);
- увеличивается расход электроэнергии;
- на режущей кромке зуба появляются сколы;
- ухудшается качество реза (рваная кромка, шершавая поверхность пласти, плавающая ступенька);
- уменьшается размер опилки;
При появлении признаков ухудшения геометрии зубьев их следует перезаточить, а перед этим обязательно — очистить от смолы, налипов и опилок.
Очистка диска
При распиловке лиственницы и других хвойных пород древесины поверхность диска и пространство между зубьями особенно часто забивается смолами и их смесью с опилками. При этом происходит перегрев диска, что приводит к его деформации, ухудшению параметров резания и как следствие — страдает геометрия пиломатериала на выходе. В двухвальных многопилах, к примеру, это может проявиться в виде плавающей ступеньки.
Процедура очистки диска оказывает огромное влияние на продление рабочего ресурса дисковой пилы. В очистке от смолы можно применять два процесса – растворение и омыление. При омылении под действием щелочи в водной среде смола распадается, образуя эмульсию. На практике это означает замачивание в растворе с последующей очисткой круговыми движениями и/или промывкой от остатков растворителя.

Очистка пильных дисков по дереву от смол, пригара и других подобных дефектов осуществляется с помощью специализированных средств для удаления смол. В кустарных условиях часто используются: керосин, спирт, уайт-спирит, бензин, солярка, растворитель 646, скипидар. Допустимо использование бытовых средств для чистки духовок и даже стиральный порошок — в его состав помимо ПАВ входит кальцинированная сода. В этом случае раствор должен иметь температуру, близкую к кипению.
При выборе средства для очистки следует учесть следующие факторы:
- скорость растворения смол (как правило, специализированные составы и бытовое средство для чистки духовок позволяют выполнить процедуру за 10-15 минут);
- пожарная безопасность;
- техника безопасности при работе (некоторые средства требуют хорошей вентиляции и использования средств индивидуальной защиты);
- коррозионное воздействие (после промывки водой поверхность диска рекомендуется быстро вытереть).
При очень сильных загрязнениях комплект дисков можно на несколько часов замочить в растворителе, после чего тщательно протереть их. Помимо смол, на дисках может быть и обычная ржавчина, которую легко удалить специальной жидкостью, либо обычным столовым уксусом.
Очистка дисковых пил прямо в станке возможна, но нежелательна. Помимо сложности самой системы из-за наличия в оборудовании форсунок, насоса, трубопроводов, такой способ очистки потребует большого расхода растворителей. При этом неизбежно рассеивание растворителя внутри станка, что увеличивает пожароопасность. В случае использования мыльного водного раствора возможна коррозия деталей и смывание смазки из шпиндельных узлов. Расход средства опять же в разы увеличивается. Поэтому на практике обычно применяется очистка инструмента, снятого со станка.
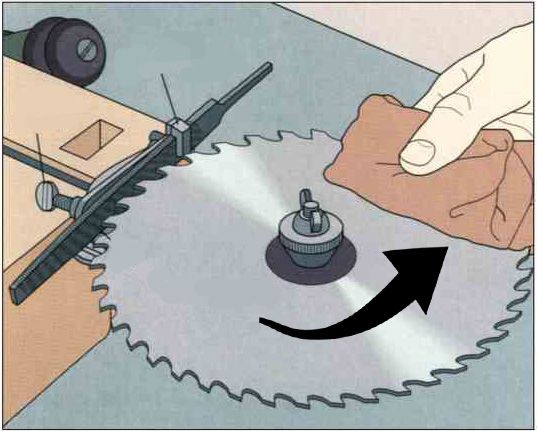
После обработки диска выбранным раствором обязательно нужно тщательно протереть полотно ветошью или салфеткой. Круговые движения при этом необходимо производить по ходу зубцов. Следом рекомендуется защита дисков от коррозии с использованием минерального масла или другого антикоррозионого средства. Это особенно актуально для помещений с повышенной влажностью. Излишки непросохшей смазки после обработки также необходимо убрать.
При ежедневном обслуживании можно распылять солярку на диски и ножи фрез, не снимая со станка, садовым распылителем (или промазывать кисточкой), перед обедом и в конце рабочей смены. В этом случае напайки сами очищаются проходящим бревном.
Заточка диска — базовые принципы
В процессе эксплуатации на пильный диск воздействуют разнообразные механические и термические факторы, влияющие на его состояние. Наиболее значительным является неизбежный износ режущей кромки, из-за которого изменяется конфигурация зуба и, соответственно, эффективность его воздействия на древесину. В какой-то момент пила перестает резать и начинает рвать волокна, что негативно сказывается на работе всего деревообрабатывающего оборудования. Это требует немедленной замены пильного диска для заточки. О необходимости проведения этой операции можно судить не только по состоянию деревообрабатывающего оборудования, но и по рекомендациям производителей диска, которые указывают ориентировочные объемы распиловки между заточками.
Пример: По опыту переработки тонкомера хвойных пород на многопильном станке УПТ-250С, непрерывно эксплуатировать комплект дисковых пил можно до 5 дней. В случае переработки пересушенной, мороженой или древесины твердых пород ресурс заточки инструмента сокращается до 2-3 рабочих дней.
В основном износ твердосплавной напайки происходит по верхней режущей кромке. В ходе эксплуатации она скругляется, при этом передняя грань изнашивается быстрее остальных. На древесине твердых пород износ боковых граней также происходит довольно быстро.
Не стоит дожидаться, когда пилы затупятся «в ноль». Радиус скругления режущей кромки должен быть не более 0,1-0,2 мм. Последствия работы на пильных дисках с повышенным износом зубьев неизбежно проявятся в снижении производительности, избыточной нагрузке на двигатель, снижении чистоты реза. А помимо этого, на заточку чрезмерно затупленной пилы уходит в несколько раз больше времени, чем на слегка затупившиеся зубья.
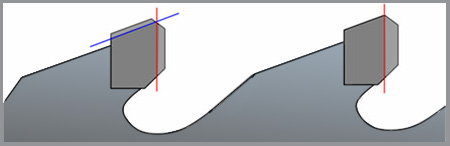
Правильная заточка дисковых пил заключается в том, чтобы одновременно с обеспечением должной остроты режущей кромки, обеспечить максимальное количество заточек — в идеале это 25-30 раз. Для этого заточку твердосплавного зуба следует производить и по передней, и по задней плоскостям. Заточка по одной передней плоскости тоже допустима — но ресурс пилы при этом снижается почти вдвое (уменьшается максимально возможное кол-во заточек). Это проиллюстрировано на рисунке ниже:
Обработка зубьев дисковых пил с твердосплавными напайками должна осуществляться на профессиональном оборудовании в заводской мастерской. Выполнение этой процедуры без специальных приспособлений чревато отклонениями значения углов резания от номинальных параметров.
Контроль качества заточки:
- На заточенных зубьях должны отсутствовать трещины, сколы, видимые риски от шлифовального круга.
- Радиус скругления режущей кромки не должен превышать 0,015 мм. При отсутствии измерительных приборов это можно определить визуально по отсутствию бликов на режущей кромке.
- Отклонения углов заточки не должно превышать: для переднего угла — ±1°30′;
для заднего угла и углов скоса передней и задней плоскостей — ±2°;
Заключение
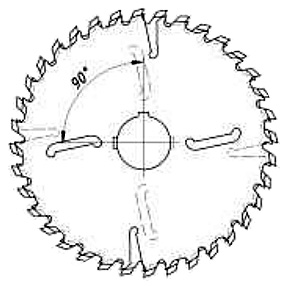
Проблема долговечности дисковых пил решается комплексно: от мероприятий по уходу за дисками, до правильного выбора оборудования и технологии распиловки. Заточка и очистка — это базовые процедуры для пильного диска любого типа. Для разных типов оборудования существуют определенные нюансы — например, если говорить о многопильных станках, то важным фактором продления ресурса в этом случае является правильная установка на вал и шпонку — со смещением зубьев. В частности, на многопильном станке УПТ-250С каждый устанавливаемый последующий пильный диск поворачивается на 90°. Данная схема установки позволяет дискам работать в пропиле распределено по нагрузке. То есть одновременно врезается в древесину не все шесть дисков, размещенных на каждом валу, а только три.
Режим чистки и заточки следует подбирать в зависимости от масштаба производства, качества древесины и рекомендаций производителя пильных дисков. Кроме этого, срок эксплуатации режущего инструмента зависит от профилактических мер, например, от контроля биения пильного вала или от правильного выбора конфигурации зубьев в зависимости от специфики выполняемых работ.
Циркулярка дымит.
Взял недавно циркулярную пилу, а она дымить начала, пропил весь тёмный от гари. Ну первая мысль, наверное диск затупился, тем более что диск лет пять не менял. Поставил новый диск а она снова дымит, правда раза в два меньше на всёравно дым есть.
Подскажите в чём причина?
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 01.09.2013 Вологда Сообщений: 2504
19.04.2015 в 11:21
nikolai_77 , для выяснения причин, КМК, мало исходных данных. Какая пила, какой материал пилили; обороты, если регулируются, какие ставили? Дымит не циркулярка, а подгорает зона реза, если я правильно понял?
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 15.11.2008 Бронницы Сообщений: 3243
19.04.2015 в 11:25
nikolai_77 написал :
наверное диск затупился, тем более что диск лет пять не менял. Поставил новый диск а она снова дымит
Диск некоторые задом наперёд ставят. И дымит и не пилит.
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 01.09.2013 Вологда Сообщений: 2504
19.04.2015 в 12:03
Vo.V.A. написал :
Диск некоторые задом наперёд ставят. И дымит и не пилит.
Vo.V.A. , в посте говорится, что «пропил весь тёмный от гари». То есть, Ваша версия, скорее всего, не про этот случай.
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 14.03.2012 Новосибирск Сообщений: 81
19.04.2015 в 12:13
Один написал :
nikolai_77 , для выяснения причин, КМК, мало исходных данных. Какая пила, какой материал пилили; обороты, если регулируются, какие ставили? Дымит не циркулярка, а подгорает зона реза, если я правильно понял?
Пила Хамер, обороты не регулируются, мощность 1300, пилил древесину различной толщины (20-60 мм). Да, совершенно верно, подгорает зона реза.
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 13.12.2013 Орша Сообщений: 3336
19.04.2015 в 12:20
диски тупые , первый был совсем тупой , поставили чуть менее тупой , плюсом еше может диски многозубы , поставьте диск по цельной древесине и пилите всласть
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 15.11.2008 Бронницы Сообщений: 3243
19.04.2015 в 12:30
Один написал :
То есть, Ваша версия, скорее всего, не про этот случай.
Разумеется,Вы правы.Это для поддержания разговора.А так, я думаю,Диск просто хреновый.И зубов много может быть.А пилить 50-60 мм на такой пиле я бы не рмскнул. Нагрузка большая.И есть ли расклинивающий нож на пиле? может просто диск зажимает в пропиле?
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 14.03.2012 Новосибирск Сообщений: 81
19.04.2015 в 12:36
Насчёт дисков. Куплен был новый диск ЗУБР диаметром 185 мм количество зубьев 60. Визуально ни каких дефектов не обнаружено.
Насчёт толщины пропила. Максимально допустимая толщина пропила 65 мм и раньше данная пила справлялась с такой толщиной.
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 01.09.2013 Вологда Сообщений: 2504
19.04.2015 в 12:43
nikolai_77 написал :
Пила Хамер, обороты не регулируются, мощность 1300, пилил древесину различной толщины (20-60 мм). Да, совершенно верно, подгорает зона реза.
nikolai_77 , древесина сильно смолистая? Подгорание зоны реза, насколько можно судить по тексту/»по фотографии» (), — последствия повышенного трения в зоне реза. Диск ровно стоит?
Попробуйте уменьшение скорости подачи/движения пилы, совместно с расклиниванием пропила.
Диски пильные еще разными лубрикантами обрабатывают, — для снижения трения, предотвращения коррозии, уменьшения налипания смолы. Но, понятно, что и без этого циркулярка пилить должна, не подпаливая рез.