Устройства для демонтажа Hakko Corporation
В 70-х годах, когда электронные компоненты в исполнении SMD еще только начинали появляться, большинство электронных компонентов, в том числе и микросхемы, монтировались на платах печатного монтажа в металлизированные отверстия. Поэтому во весь рост стоял вопрос о быстрой и эффективной замене компонентов при ремонте или исправлении брака. Наиболее часто встречающаяся неприятность при демонтаже элементов с печатных плат – это повреждение печатного монтажа в виде отслаивания контактных площадок при нагреве контактов и попытке извлечь из металлизированного отверстия деталь. Если же учесть, что многоконтактные DIP-микросхемы, разъемы, резисторные матрицы и даже транзисторы могли быть демонтированы с платы только при полной очистке от припоя всех отверстий, то любой специалист, сталкивавшийся с этой проблемой, скажет, что демонтаж существовавшим в то время обычным инструментом требовал немалых усилий и навыков. Казалось бы, демонтаж осуществляется очень просто: паяльник расплавляет припой в месте пайки и всасывающее устройство его удаляет. И тем не менее, даже при демонтаже обычных двухсторонних печатных плат при помощи паяльника и ручного всасывающего устройства возникают проблемы. Главная из них – практическая невозможность одновременного прогрева всего объема припоя в месте пайки и его удаления. Действительно, головка паяльника не обеспечивает охват контакта по всей окружности и, следовательно, разогрев припоя с противоположной стороны будет меньше. Контакт ручного всасывающего устройства с расплавленным припоем также не может быть всесторонним, поэтому эффективно может быть удалена только часть припоя, находящаяся непосредственно рядом с отверстием фильеры всасывающего устройства. Для гарантированного расплавления всего припоя, находящегося в месте контакта, приходится значительно увеличивать время прогрева, что резко увеличивает опасность отслоения контактной площадки. Тефлоновые фильеры, использующиеся практически во всех ручных всасывающих устройствах, при работе быстро теряют форму и выходят из строя. Если же вопрос касается многослойных печатных плат, то проблема еще более усложняется. Цепи заземления, силовые цепи и т.п., имеющие значительную площадь и расположенные, как правило, внутри платы, будут отводить тепло от места пайки, припой не будет надежно расплавлен. Кроме того, узкие отверстия многослойных плат делают трудным всасывание расплавленного припоя. И, наконец, тепло, отведенное силовыми цепями, цепями заземления и т.п., может быть причиной отслоения печатных проводников, что делает их непригодными для дальнейшего использования, и по сути дела, даже один отслоившийся проводник отправляет всю плату в брак.
Возможно ли решить эти проблемы? Возможно – путем создания специального демонтажного инструмента, совмещающего в себе разогревающую и всасывающую системы. Это устройство должно быть способно подводить тепло к месту пайки с наибольшей эффективностью, так, чтобы припой быстро расплавлялся низкой рабочей температурой. Оно должно быть способно полностью удалять припой из самых маленьких отверстий печатных плат. Это подразумевает значительное всасывающее усилие и высокую скорость откачки, такие, чтобы место пайки не успело остыть и затвердеть. В 1979 году Hakko Corporation предложила на рынок паяльного оборудования демонтажную станцию AGE. В ней на основе передовых технологий были реализованы все условия, необходимые для легкого и качественного демонтажа. Нагревательная система при помощи керамического нагревателя и долговечных головок равномерно разогревала место пайки, а всасывающая система развивала максимальное усилие 600 mm Hg, которое создавало мощный рывок и обеспечивало полную очистку контактных площадок и металлизированных отверстий от припоя. Следующая модель, вышедшая через год, имела более совершенную конструкцию головок и возможность регулирования температуры головок в диапазоне от 300 С до 400 С. С учетом опыта работы и замечаний пользователей инженеры Hakko продолжали непрерывно совершенствовать конструкцию демонтажной станции и в конце 80-х годов Hakko предложила новую полностью переработанную станцию Hakko 470 и ее модификацию с внешним компрессором Hakko 471. На базе этой удачной конструкции в 1994 году была выпущена последняя модель Hakko 474/475, которая, впрочем, незначительно отличалась от предыдущей Hakko 470/471, и продолжает выпускаться по настоящее время, зарекомендовав себя как высококачественный, удобный и простой в эксплуатации, надежный инструмент.

Демонтажная станция Hakko 474 состоит из блока регулировки и подсоединенного к нему демонтажного пистолета (рис.2), которым, собственно, и осуществляется демонтаж. В блоке находятся разогревающая и всасывающая системы, в демонтажном пистолете – нагревательный элемент и контейнер сборки припоя с фильтрами. Разогревающая система регулирует температуру головки в диапазоне 380 С – 480 С с возможностью калибровки температуры головки. В ней применен керамический нагревательный элемент мощностью 50 Вт, обладающий высокой скоростью разогрева: до температуры 400 С он разогревается за 80 секунд. Внутри нагревательного элемента находится канал вывода припоя в контейнер. Такая конструкция гарантирует необходимую температуру припоя для поддержания его в жидком состоянии и обеспечивает надежный отвод припоя в контейнер сбора. В обычных демонтажных системах наличие воздушного зазора между нагревательным элементом и головкой создает тепловой барьер, который значительно снижает эффективность передачи тепла. Для преодоления этого теплового барьера температура нагревательного элемента должна быть значительно увеличена, достигая значения, при котором резко возрастает вероятность повреждения проводников печатных плат. В конструкции демонтажного пистолета Hakko 474/475 воздушный зазор между нагревательным элементом и головкой отсутствует, в результате тепло к головке передается с большей эффективностью, с минимальными тепловыми потерями, позволяя безопасно и эффективно перемещать припой при относительно низких температурах.
В контейнере сбора припоя (рис.3) находится двойной фильтр, состоящий из пружинного фильтра и бумажно-керамического фильтра высокой абсорбции. Они эффективно предохраняют от попадания в насос даже небольшого количества припоя и флюса. Исполнение в виде обоймы позволяет очень просто осуществлять замену фильтров и очищать контейнер от отработанного припоя.

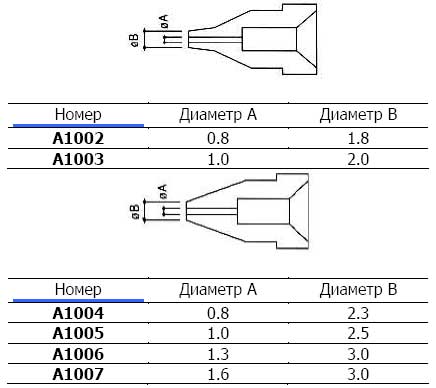
Сменные долговечные головки (рис.4) имеют размеры, необходимые для демонтажа выводов практически всех применяемых в настоящее время компонентов электроники.
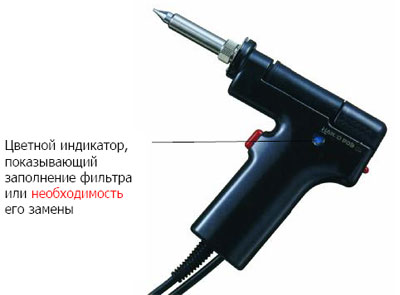
Легкая (200 г), удобная конструкция демонтажного пистолета, обладающая хорошими эргономическими характеристиками, позволяет без утомления работать длительное время. Устройство для демонтажа Hakko 474 оборудовано мощным насосом, который обеспечивает давление 350 мм рт. ст. через 0.1 секунды после запуска и 500 мм рт. ст. через примерно 0,3 секунды, при измерении у входного отверстия головки (рис.4). Это делает Hakko 474 значительно более мощным устройством, чем существующие системы для демонтажа.
ГРАФИК УСТАНОВЛЕНИЯ ОТРИЦАТЕЛЬНОГО ДАВЛЕНИЯ
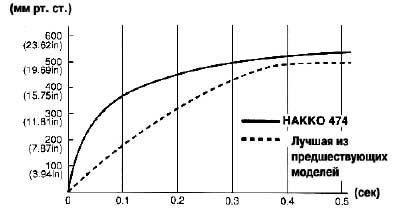
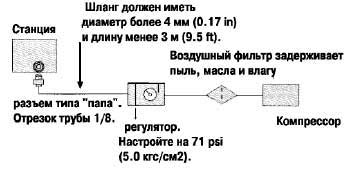
Максимальное отрицательное давление, развиваемое насосом, примененным в Hakko 474 -600 mm Hg. Скорость откачки 15 литр/мин. Демонтажная станция Hakko 475 имеет улучшенные характеристики всасывающей системы – скорость откачки и давление. Скорость откачки в этом устройстве — 28 литр/мин. Максимальное отрицательное давление – 700 mm Hg. Эти параметры достигаются применением внешней компрессорной системы (рис.5). На задней панели Hakko 475 находится коннектор для ее подсоединения.
СХЕМА ПОДКЛЮЧЕНИЯ НАККО 475
Устройства Hakko 474 и Hakko 475 изготовлены из антистатических материалов; их специальная конструкция предотвращает повреждение печатных плат и компонентов, вызванное электростатическим разрядом. Демонтажная головка имеет непосредственное заземление. Кроме того, нагревательный элемент и двигатель включаются и выключаются при помощи схемы zero-cross switching для исключения выбросов напряжения. Наконец, изолирующий трансформатор полностью развязывает выходную цепь от сети питания. Естественно, что следующим демонтажным устройством должно быть ручное демонтажное устройство, которое обладает аналогичными или близкими характеристиками, но могло бы работать без блока регулировки, ну и стоить, конечно, меньше. В 1995 году Hakko предлагает ручной демонтажный пистолет Hakko 808 (рис.6), который выполнен на базе Hakko 474 с максимальным использованием основных узлов. Питание его осуществляется непосредственно от сети 220 В. Общими для Hakko 474 и 808 являются керамический нагревательный элемент, сменные головки, элементы закрепления головок и часть фильтров. В Hakko 808 применен новый миниатюрный, обладающий высокими характеристиками диафрагмный насос, который объединен с мотором в один узел. Этот модуль для создания минимума вибрации помещен в заднюю часть корпуса, поэтому он обслуживается легко и быстро – достаточно снять заднюю крышку. Для сбора припоя также применен трубчатый контейнер – держатель фильтров, схожий по конструкции с применяемым в Hakko 474. В работе, при необходимости замена фильтра осуществляется легко и просто.

Выполненное из материалов ESD, это демонтажное устройство обладает всеми характеристиками, присущими устройствам Hakko: потенциал между заземлением и головкой менее 2 мВ; сопротивление между заземлением и головкой менее 2 Ом; прямое заземление головки. Основные характеристики Hakko 808 мало отличаются от Hakko 474: мощность нагревательного элемента 50 Вт; диапазон регулируемых температур 380 – 480 оС; максимальный вакуум 600 mm Hg; скорость откачки 10 литр/мин. Возможна калибровка температуры. Модуль электронной регулировки и калибровки расположен в тонкой ручке, размеры которой создают удобство в работе и не утомляют руку оператора. Незначительный вес (420 г) позволяет без усталости вести работу этим устройством длительное время. Отдельно комплектующийся кейс (С1099) делает удобной транспортировку в случае необходимости. Вместе с крышкой, закрывающей головку и нагреватель, Hakko 808 может быть транспортирован немедленно после окончания работы, не дожидаясь остывания. Таковы особенности демонтажных устройств Hakko Corporation. Примененные в демонтажных устройствах конструкторские и технологические решения делают их высококачественными, удобными и надежными. В Hakko продолжается работа по совершенствованию конструкции и параметров демонтажных устройств. И в качестве примера можно привести Hakko 815 – новое оконечное демонтажное устройство, исполненное в конструкции “pen”, которое создает в некоторых случаях дополнительные удобства в работе. Оно может применяться в Hakko 474 вместо демонтажного пистолета простой заменой в разъеме. Впереди – новые разработки, которые усовершенствуют и упростят технологии демонтажа, создадут новые возможности для операторов.
Монтаж и демонтаж элементов
Монтаж на печатных платах. Перед монтажом печатные проводники и контактные площадки необходимо подготовить к пайке-очистить от оксидной пленки и загрязнений. Если монтаж ведется сразу после изготовления печатной платы, то проводники достаточно протереть бязевым тампоном, смоченным в спирте. Если же с момента изготовления платы прошло много времени и металлическое покрытие потемнело (окислилось), то вначале необходимо зачистить его до блеска мелкозернистой шкуркой, а затем тщательно промыть спиртом. После обезжиривания на все контактные площадки печатной платы кисточкой наносят тонкий слой канифольного флюса (см. табл. 9.2). Радиоэлементы и микросхемы тоже необходимо подготовить к монтажу и пайке. Для этого их выводы формуют (придают им нужную форму), обрезают до необходимой длины, зачищают (п. 7.9) и лудят.
Формовку выводов делают для того, чтобы, во-первых, привести в соответствие расстояния между ними и контактными площадками, во-вторых, чтобы предотвратить отслаивание печатных проводников и площадок при неосторожном нажатии на корпус элемента. Формовку можно выполнить с помощью пинцета, миниатюрных плоскогубцев, круглогубцев или несложного приспособления (п. 5.4).
Поскольку прочность сцепления фольги с платой невелика и при нагревании уменьшается, то при пайке соединений на печатной плате необходимо соблюдать осторожность не допускать перегрева, так как это может привести к отслаиванию проводников и площадок от платы. Для пайки следует применять припой с низкой температурой плавления: ПОСК 50, ПОС 61 и другие (см. табл. 9.1), Мощность электрического паяльника при пайке этими припоями не должна превышать 35-40 Вт.
В некоторых случаях в отверстия печатных плат для настроечных элементов устанавливают пистоны. Опаивание пистонов является обязательным условием надежной работы устройства.  Компаундый способ монтажа заключается в следующем (рис. 7.1). На дно формы, соответствующей размерам будущей платы, помещают слой пластичной массы (формовочная глина или пластилин); сверху накладывают эскиз монтажной схемы, выполненный на кальке в масштабе 1 :1, с указанием мест расположения элементов и их выводов. Эскиз покрывают прозрачным защитным слоем, например полиэтиленовой пленкой. Далее расставляют элементы в соответствии с эскизом. При этом выводами прокалывают защитный слой, кальку и пластичную массу. После этого форму заливают компаундом.
Компаундый способ монтажа заключается в следующем (рис. 7.1). На дно формы, соответствующей размерам будущей платы, помещают слой пластичной массы (формовочная глина или пластилин); сверху накладывают эскиз монтажной схемы, выполненный на кальке в масштабе 1 :1, с указанием мест расположения элементов и их выводов. Эскиз покрывают прозрачным защитным слоем, например полиэтиленовой пленкой. Далее расставляют элементы в соответствии с эскизом. При этом выводами прокалывают защитный слой, кальку и пластичную массу. После этого форму заливают компаундом.
Выводы радиоэлементов перед установкой их в пластичную массу рихтуют, изгибают по эскизу монтажа, а при необходимости и укорачивают. Принцип компоновки элементов схемы тот же, что и при обычном монтаже. В экспериментальных образцах монтажных плат элементы схемы располагают с таким расчетом, чтобы после заливки корпуса они оказались над слоем компаунда. В отработанных же схемах корпуса элементов могут быть частично или полностью погружены в компаунд. Детали из ферритов без специальной защиты заливать компаундом не рекомендуется.
Для монтажа таким способом можно использовать эпоксидиные, полиэфиракрилатные и подобные им компаунды. Компаунд должен быть прозрачным и легкотекучим, а после затвердевания-эластичным. Этим требованиям отвечает эпоксидный компаунд такого состава (в массовых частях): смола эпоксидная-100, дибутил-фталат от 20 до 25, полиэтиленполиамин от 12 до 15.  Толщина слоя компаунда может быть 1,5—3,5 мм. Полимеризуется компаунд сначала при комнатной температуре в течение 6—12 ч, а после извлечения из формы при температуре 60-80 °С еще 4-6 ч. Приведенный выше состав компаунда обеспечивает надежное крепление как частично залитых им, так и не залитых элементов, а также устойчивость монтажа к ударным нагрузкам. Электрическое сопротивление изоляции между выводами деталей получается не менее 1000 МОм. Электрические соединения выполняют монтажным проводом с помощью пайки. При необходимости замены элементов достаточно нагреть паяльником выводы, чтобы расплавить припой и размягчить вблизи выводов эпоксидный компаунд по всей толщине слоя, затем удалить пинцетом или металлическим крючком элемент, вставить на его место новый и залить компаундом.
Толщина слоя компаунда может быть 1,5—3,5 мм. Полимеризуется компаунд сначала при комнатной температуре в течение 6—12 ч, а после извлечения из формы при температуре 60-80 °С еще 4-6 ч. Приведенный выше состав компаунда обеспечивает надежное крепление как частично залитых им, так и не залитых элементов, а также устойчивость монтажа к ударным нагрузкам. Электрическое сопротивление изоляции между выводами деталей получается не менее 1000 МОм. Электрические соединения выполняют монтажным проводом с помощью пайки. При необходимости замены элементов достаточно нагреть паяльником выводы, чтобы расплавить припой и размягчить вблизи выводов эпоксидный компаунд по всей толщине слоя, затем удалить пинцетом или металлическим крючком элемент, вставить на его место новый и залить компаундом.
Полностью отработанную и настроенную схему, если она предназначена для работы в условиях повышенной влажности, целесообразно выполнить в виде модуля, т.е. полностью залить компаундом как со стороны корпусов элементов, так и со стороны монтажа. Монтаж методом вдавливания в термопластичный материал (винипласт, органическое стекло и др.). Выводы всех элементов перед установкой на плату формуют, как показано на рис. 7.2. При монтаже их прижимают к плате острозаточенным паяльником. При этом материал платы плавится и вывод погружается в плату на глубину, несколько большую его диаметра. Затем паяльник отводят, а элемент удерживают в неизменном положении до тех пор, пока пластмасса не затвердеет. Выводы элементов, которые должны соединяться между собой, нужно крепить возможно ближе один к другому и паять.
При пайке крепление элементов не нарушается, так как во время разогрева выводов механические нагрузки на них практически отсутствуют и выводы достаточно хорошо удерживаются обволакивающей их пластмассой. При таком монтаже удобно пользоваться двумя паяльниками: одним запрессовывать детали, другим паять соединения.
Смонтированную и проверенную в работе плату покрывают защитным слоем эпоксидного клея. Монтаж самодельных модулей. Конструирование и сборка малогабаритных устройств, особенно рассчитанных на изготовление в нескольких экземплярах (аппаратура для народного хозяйства, для телеуправления моделями и др.), значительно упрощается при использовании модулей, представляющих собой законченные функциональные узлы.
Узел предварительно макетируют, добиваясь того, чтобы он был работоспособен без какой-либо дополнительной регулировки при монтаже его из исправных стандартных элементов с заданным допуском параметров. Затем проверяют устойчивость работы узла при таком размещении элементов, каким оно будет в модуле. Каждый элемент обертывают двумя-тремя слоями лакоткани или надевают на корпус отрезок полихлорвиниловой трубки и помещают в обойму (рис. 7.3). Элементы, имеющие на корпусе кольцевой выступ (например, стабилитроны), выравнивают по диаметру намоткой лакоткани. Транзисторы в круглом корпусе укладываю г попарно выводами в противоположные стороны. Прижимная планка обоймы со штифтами перемещается под действием стальной пружины в направляющих пазах и фиксирует положение элементов при монтаже модуля. Корпус обоймы изготовляют из листовой стали толщинок 0,5мм. Размеры, указанные на рисунке, ориентировочные. Размер А определяется объемом модуля. Монтируют элементы пайкой, изолируют лакотканью весь блок и помещают его в корпус-экран, который изготовляют из листовой латуни или меди толщиной 0,2- 0,3 мм. Модуль заливают эпоксидным компаундом или закрывают изоляционной пластиной с отверстиями, через которые пропускают выводы. Модуль, выполненный таким способом и содержащий, например, два транзистора КТ316, пять резисторов МЛТ-0,125 и три конденсатора КМ-5а, имеет габариты 12Х14Х15 мм. 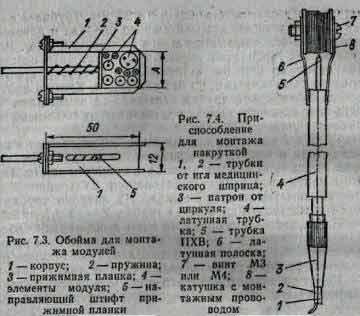 Монтаж накруткой при макетировании позволяет лучше сохранить элементы, так как исключает многократные перепайки их выводов.
Монтаж накруткой при макетировании позволяет лучше сохранить элементы, так как исключает многократные перепайки их выводов.
Суть монтажа методом накрутки состоит в том, что все соединения в устройстве делают медным неизолированным (лучше луженым) проводом, туго наматывая его на выводы деталей. Обеспечить надежный электрический контакт в соединении и облегчить выполнение этой операции позволяет несложное приспособление (рис. 7.4),
Основой приспособления служит патрон держателя грифеля от чертежного циркуля (пригоден держатель со сквозным осевым отверстием). На хвостовик держателя напрессована латунная трубка длиной около 80 мм. К верхнему (по рисунку) концу трубки припаяны две латунные полоски размером 25Х5Х0,5 мм с крепежными отверстиями. Эти полоски образуют держатель катушки с запасом монтажного провода; осью катушки служит винт. В патрон держателя грифеля зажимают две стальные трубки, отрезанные от игл медицинского шприца. Трубка 1 имеет наружный диаметр 0,8 и длину 35 мм, а трубка 2-соответственно 1,2 и 25 мм. Трубка 2 служит направляющей для монтажного провода и одновременно резцом, снимающим с него оксидную пленку. Выступающий торец этой трубки нужно заточить перпендикулярно ее оси на шлифовальном круге; кромки должны быть острыми, но без заусенцев. Кромки противоположного конца трубки сглаживают и надевают на него направляющую трубку длиной около 100 мм из полихлорвинила. Трубка 1 является как бы осью: ее надевают на вывод детали и вокруг нее вращают приспособление, прижав конец монтажного провода пальцем к плате. При этом монтажный провод вытягивается из трубки 2 и плотно наматывается на вывод. Из патрона трубка 1 должна выступать на 4 мм, а трубка 2-на 3,7 мм.
После намотки провода на один вывод приспособление переносят на другой вывод и так, не обрывая провода, соединяют нужное число выводов. Необходимое натяжение провода устанавливают гайкой винта. После небольшой практики работы с приспособлением получается достаточно надежный электрический контакт. Монтажные планки, на которых лепестки закрепляются без развальцовки или клепки, просты по конструкции и несложны в изготовлении. Заготовку монтажного лепестка вырезают из медной или латунной фольги или из белой жести (рис. 7.5, а). С двух сторон делают прорези. «Усики» лепестков отгибают (рис. 7.5,6). Затем заготовку вставляют в отверстие и обжимают планку, как показано на рис. 7.5, в. 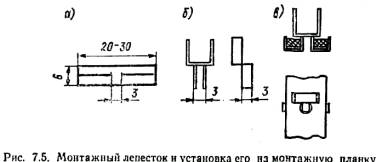
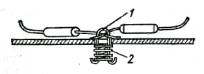 Зажим для временных соединений проводников и радиоэлементов удобен при отработке несложных схем, так как позволяет быстро соединить между собой выводы различных элементов или концы монтажных проводов (рис. 7.6). В отверстие монтажной платы вставлена проволочная скоба, на которую надета пружина. В выступившую на лицевой стороне платы петлю продевают зачищенные монтажные провода или выводы элементов. Силой пружины они будут прижиматься один к другому, обеспечивая надежный электрический контакт. Изолирование корпусов радиоэлементов при монтаже можно выполнить отрезком полихлорвиниловой трубки. Для лучшей фиксации трубку по диаметру следует выбрать несколько меньшей корпуса элемента, Отрезок трубки длиной, в 1,2-1,5 раза большей длины корпуса, выдерживают в ацетоне около часа (или 30-40 мин в дихлорэтане). По истечении этого времени материал трубки разбухает, приобретая исключительно высокую эластичность, трубка удлиняется и увеличивается в диаметре. С помощью пинцета трубку осторожно надевают на корпус элемента и выдерживают на открытом воздухе не менее 2 ч. За это время трубка дает усадку, плотно облегая корпус. Излишки трубки обрезают. Зачистка выводов. При хранении выводы радиоэлементов через некоторое время обычно покрываются оксидной пленкой, затрудняющей монтажную пайку. Удобно (и быстро) зачищать выводы с помощью ученической чернильной резинки. В резинке сверлят тонким сверлом несколько отверстий, через которые 3-4 раза с усилием протягивают проволочные выводы элементов, сжимая резинку пальцами. Плоские выводы протягивают между двумя плотно сжатыми резинками или через прорезь, сделанную в резинке, или пользуются резинкой, как обычно при стирании, поместив вывод элемента на плоскую поверхность. Монтажный пистон из резистора МЛТ. У неисправного резистора аккуратно пассатижами отделяют колпачок от керамического основания и лудят изнутри, Вывод колпачка паяют в отверстие платы, а затем в получившийся пистон вставляют выводы деталей. Этот способ наиболее эффективен при ремонте устройств, их доработке и усовершенствовании. Монтажный пистон из пишущего узла шариковой ручки практически не требует доработки перед установкой на плату. Полость его очищают от остатков пишущей пасты, прокалив на огне и промыв спиртом или ацетоном. Затем лудят место будущей пайки. Пистон устанавливают на печатную плату и паяют место соединения с печатным проводником. Излишнюю часть стержня (вместе с шариком) отрезают. При необходимости стакан пистона можно рассверлить до диаметра 1,5 мм. Спирали вместо пистонов применяют при большом количестве подпаиваемых проводников, когда нет под рукой готовых монтажных пистонов нужного диаметра и длины или материала для их изготовления. Из луженой монтажной проволоки наматывают виток к витку спираль на подходящую по диаметру металлическую шпильку, кусачками отделяют отрезок нужной длины, вставляют его в отверстие монтажной платы и паяют место соединения с печатным проводником. Колодки для установки транзисторов серии МП можно изготовить из пластмассовых колпачков от тюбиков, например, из-под зубной пасты. Такое крепление транзисторов обеспечивает достаточную жесткость при работе устройства в условиях тряски и вибрации. Для выводов транзистора в колпачке сверлят три отверстия. Окантовка отверстий, через которые пропускаются монтажные провода или жгуты, может быть выполнена с помощью отрезка полихлорвиниловой трубки. Для окантовки отверстий в панелях толщиной 1- 2 мм можно использовать трубку диаметром 3-5 мм. Длину отрезка определяют по формуле l==n(d-0,6), где d-диаметр отверстия; 0,6-удвоенная толщина стенки трубки. Трубку с обоих концов обрезают под углом 45° (рис. 7.7). Безопасной бритвой или острым ножом трубку осторожно разрезают по самой длинной образующей, раздвигают края и окантовывают отверстие. При окантовке отверстий в панелях толщиной 3-7 мм используют трубки диаметром 7-15 мм. Демонтаж многоконтактных элементов (контурные катушки, трансформаторы, электромагнитные реле, транзисторы и др.) не только трудоемок, но и не исключает вероятности отрыва фольги от платы, так как в любительской практике обычно попеременно нагревают места пайки и, наклоняя деталь, постепенно вытягивают выводы элементов из отверстий платы. Ниже приведены три способа, свободные от этих недостатков.
Зажим для временных соединений проводников и радиоэлементов удобен при отработке несложных схем, так как позволяет быстро соединить между собой выводы различных элементов или концы монтажных проводов (рис. 7.6). В отверстие монтажной платы вставлена проволочная скоба, на которую надета пружина. В выступившую на лицевой стороне платы петлю продевают зачищенные монтажные провода или выводы элементов. Силой пружины они будут прижиматься один к другому, обеспечивая надежный электрический контакт. Изолирование корпусов радиоэлементов при монтаже можно выполнить отрезком полихлорвиниловой трубки. Для лучшей фиксации трубку по диаметру следует выбрать несколько меньшей корпуса элемента, Отрезок трубки длиной, в 1,2-1,5 раза большей длины корпуса, выдерживают в ацетоне около часа (или 30-40 мин в дихлорэтане). По истечении этого времени материал трубки разбухает, приобретая исключительно высокую эластичность, трубка удлиняется и увеличивается в диаметре. С помощью пинцета трубку осторожно надевают на корпус элемента и выдерживают на открытом воздухе не менее 2 ч. За это время трубка дает усадку, плотно облегая корпус. Излишки трубки обрезают. Зачистка выводов. При хранении выводы радиоэлементов через некоторое время обычно покрываются оксидной пленкой, затрудняющей монтажную пайку. Удобно (и быстро) зачищать выводы с помощью ученической чернильной резинки. В резинке сверлят тонким сверлом несколько отверстий, через которые 3-4 раза с усилием протягивают проволочные выводы элементов, сжимая резинку пальцами. Плоские выводы протягивают между двумя плотно сжатыми резинками или через прорезь, сделанную в резинке, или пользуются резинкой, как обычно при стирании, поместив вывод элемента на плоскую поверхность. Монтажный пистон из резистора МЛТ. У неисправного резистора аккуратно пассатижами отделяют колпачок от керамического основания и лудят изнутри, Вывод колпачка паяют в отверстие платы, а затем в получившийся пистон вставляют выводы деталей. Этот способ наиболее эффективен при ремонте устройств, их доработке и усовершенствовании. Монтажный пистон из пишущего узла шариковой ручки практически не требует доработки перед установкой на плату. Полость его очищают от остатков пишущей пасты, прокалив на огне и промыв спиртом или ацетоном. Затем лудят место будущей пайки. Пистон устанавливают на печатную плату и паяют место соединения с печатным проводником. Излишнюю часть стержня (вместе с шариком) отрезают. При необходимости стакан пистона можно рассверлить до диаметра 1,5 мм. Спирали вместо пистонов применяют при большом количестве подпаиваемых проводников, когда нет под рукой готовых монтажных пистонов нужного диаметра и длины или материала для их изготовления. Из луженой монтажной проволоки наматывают виток к витку спираль на подходящую по диаметру металлическую шпильку, кусачками отделяют отрезок нужной длины, вставляют его в отверстие монтажной платы и паяют место соединения с печатным проводником. Колодки для установки транзисторов серии МП можно изготовить из пластмассовых колпачков от тюбиков, например, из-под зубной пасты. Такое крепление транзисторов обеспечивает достаточную жесткость при работе устройства в условиях тряски и вибрации. Для выводов транзистора в колпачке сверлят три отверстия. Окантовка отверстий, через которые пропускаются монтажные провода или жгуты, может быть выполнена с помощью отрезка полихлорвиниловой трубки. Для окантовки отверстий в панелях толщиной 1- 2 мм можно использовать трубку диаметром 3-5 мм. Длину отрезка определяют по формуле l==n(d-0,6), где d-диаметр отверстия; 0,6-удвоенная толщина стенки трубки. Трубку с обоих концов обрезают под углом 45° (рис. 7.7). Безопасной бритвой или острым ножом трубку осторожно разрезают по самой длинной образующей, раздвигают края и окантовывают отверстие. При окантовке отверстий в панелях толщиной 3-7 мм используют трубки диаметром 7-15 мм. Демонтаж многоконтактных элементов (контурные катушки, трансформаторы, электромагнитные реле, транзисторы и др.) не только трудоемок, но и не исключает вероятности отрыва фольги от платы, так как в любительской практике обычно попеременно нагревают места пайки и, наклоняя деталь, постепенно вытягивают выводы элементов из отверстий платы. Ниже приведены три способа, свободные от этих недостатков.  1-й способ. Изготовляют специальную насадку на стержень электропаяльника, аналогичную, например, приведенным на рис. 8.5, е и 8,8.
1-й способ. Изготовляют специальную насадку на стержень электропаяльника, аналогичную, например, приведенным на рис. 8.5, е и 8,8.
2-й способ. Выпаивают каждый вывод отдельно, используя при этом приспособление в виде трубки из металла, который плохо лудится, например из алюминия. Толщина стенки трубки должна быть не более 0,2 мм, т. е. не более зазора между выводом и отверстием в плате. Внутренний диаметр должен соответствовать диаметру выпаиваемого вывода. Приспособление можно изготовить и из листового материала или из тонкостенной трубки большего диаметра, вставив в нее проволоку или хвостовик сверла диаметром, равным диаметру вывода. Конец трубки на длину 5-10 мм обжать пассатижами. Излишки материала следует срезать ножницами и кромку опилить надфилем. Закрепить изготовленную трубку нужно на стержне из теплостойкого материала с низкой теплопроводностью. Чтобы выпаять вывод, на него надо надеть трубку и прогреть паяльником место пайки и трубку. Как только припой начнет плавиться, трубку, вращая, вводят в зазор между выводом и отверстием, а паяльник отнимается. После затвердевания припоя трубку осторожно вынимают. Такую операцию проделывают со всеми выводами. Тогда элемент легко снять с платы, не повреждая фольгу.
Для этой же цели можно использовать иглу от медицинского шприца. Острие иглы подходящего диаметра стачивают перпендикулярно оси. Заусенцы нужно удалить, а отверстие с торца слегка раззенковать.
3-й способ. Производят отсос расплавленного припоя во время демонтажа многоконтактных элементов с помощью обычного пылесоса, присоединив к его гибкому шлангу тонкостенную металлическую трубку диаметром 5-8 и длиной 100-150 мм (п. 5.45). Место пайки вывода прогревают паяльником. Как только припой начнет плавиться, к нему подносят трубку, и место пайки оказывается очищенным от припоя. Во время движения по трубке капли припоя успевают остыть и не портят шланг пылесоса и мешок пылеуловителя. Демонтаж микросхем (например, серии К133) удобно производить, введя под корпус микросхемы кусок лезвия от безопасной бритвы так, чтобы режущая кромка упиралась в места паек двух-трех крайних выводов. Нагревая паяльником одновременно эти пайки, лезвие смещают с усилием в направлении следующих выводов. При этом лезвие отделит выводы от платы. Отпаяв таким образом один ряд выводов, приступают к другому ряду. Микросхемы со штырьковыми выводами можно демонтировать способами, приведенными в п. 7.15. Захват для демонтажа микросхем позволяет быстро снять микросхему, что уменьшает вероятность ее перегрева. При этом нагрев производят специальным групповым паяльником или насадкой, прогревая сразу все выводы (рис. 8.5, 8.8). Захват изготовляют из зажима «крокодил». На губках зажима спиливают зубья, сверлят по два отверстия, приклепывают стальные пластины шириной 7 и толщиной 1 мм, затем сгибают их концы под углом 90° навстречу один другому. Концы захвата вводят под корпус микросхемы с торцов, прогревают пайки и быстро вынимают микросхему из отверстий платы (или снимают с контактных площадок). Если микросхемы установлены на плате плотно одна к другой, так, что торцовый захват установить не удается, можно изготовить боковой захват с пластинами несколько иной формы. Ширина рабочей части пластин должна быть равна длине корпуса микросхемы. На концах пластин делаются прорези с шириной и шагом, как у выводов микросхемы. ЗНАЕТЕ ЛИ ВЫ? 1. Проверка всех радиоэлементов перед монтажом гарантиру работоспособность и успешную настройку прибора. Большинство радиоэлементов можно проверить обычным тестером, а конденсаторы, в том числе и малой емкости (десятки и даже единицы пикофарад), при отсутствии измерителя емкости-с помощью головных телефонов. Конденсатор, заряженный от источника напряжения, разряжают на сопротивление телефонов и судят о годности по щелчку телефоне. Чем больше емкость конденсатора (при неизменном напряжении), тем громче будет звук разряда. При такой проверке нужно подавать напряжение не выше поминального для данного типа конденсаторов.
2. Когда нет возможности заменить ту или иную микросхему на идентичную, но есть подходящая по функциональному назначению и параметрам в другом корпусе, можно изготовить колодку-переходник из фольгированного стеклотекстолита или гетинакса. Микросхему монтируют на колодке-переходнике, которую соединяют контактными стойками с печатной платой. Контактные стойки изготовляют из отрезков провода диаметром 0,4-0,5 мм.
3. Если в готовой плате не установлены монтажные пистоны, а под рукой их не имеется и нет возможности следовать советам пп. 7.10-7.12, то, чтобы сохранить печатный монтаж при подборе элементов, в необходимых монтажных точках паяют отрезки медного луженого провода диаметром 0,5-0,6 мм, а к ним — подбираемые элементы. По окончании настройки отрезки провода удаляют и паяют подобранный элемент.
4. Демонтировать микросхему со штырьковыми выводами можно, осторожно нагревая печатную плату со стороны пайки в пламени спиртовки.
5. Снимать изоляцию с монтажных проводов удобно специальным ножом, который можно изготовить из обломка ножовочного полотна. Полотно нужно отпустить (п. 1.3), просверлить в нем отверстие диаметром 2-4 мм. Отверстие соединить с краем полотна треугольным вырезом, кромки выреза заточить. Затем полотно закалить. Обмотать ручку изоляционной лентой — и нож готов к работе.
6. Чернила для надписей на полихлорвиниловых трубках можно приготовить, растворив 6 г нигрозина в 50 мл этилового спирта и добавив 50 мл циклогексана.
7. Серебреные выводы радиоэлементов, контактные пластины, площадки можно очистить от оксидной пленки, например, 2-5 %-ным раствором соляной кислоты в течение минуты при 50-GO °C, погружая в раствор или неоднократно протирая смачиваемым в теплом растворе тампоном. Затем необходимо тщательно промыть и высушить.
8. Если перед отвинчиванием залитый краской винт хорошо прогреть паяльником, краска размягчится и шлиц не будет испорчен отверткой.
9. Винты элементов крепления антенных или других устройств, находящихся на открытом воздухе, полезно перед сборкой обмазывать смесью графита с машинным маслом или специальной графитовой смазкой, После такой обработки они легко отвинчиваются даже через несколько лет.
10. Отвинтить заржавевшие болты и гайки можно, если предварительно облить соединение керосином или скипидаром (или погрузить в одну из указанных жидкостей) и спустя некоторое время поджечь. После сгорания остатков жидкости резьбовое соединение, как правило, поддается ключу.
11. Приржавевшую гайку с резьбой М8 (и более) можно отвинтить, если на одной-трех гранях ее зубилом сделать насечки глубиной 1-2 мм и смочить резьбу керосином.
 none
none  Опубликована: 1999 г.
Опубликована: 1999 г.  0
0  0
0
![]()
 Вознаградить Я собрал 0 0
Вознаградить Я собрал 0 0
Оценить статью
- Техническая грамотность
Оценить Сбросить
Средний балл статьи: 0 Проголосовало: 0 чел.
Комментарии (0)  | Я собрал ( 0 ) | Подписаться
| Я собрал ( 0 ) | Подписаться
Для добавления Вашей сборки необходима регистрация
Статью еще никто не комментировал. Вы можете стать первым.

Бокс для хранения компонентов


1999-2024 Сайт-ПАЯЛЬНИК ‘cxem.net’
При использовании материалов сайта, обязательна
ссылка на сайт ПАЯЛЬНИК и первоисточник
Устройства для демонтажа НАККО Corporation Текст научной статьи по специальности «Механика и машиностроение»
Аннотация научной статьи по механике и машиностроению, автор научной работы — Любимцев Александр
Инструмент для демонтажа должен совмещать в себе разогревающую и всасывающую системы, подводя тепло к месту пайки с наибольшей эффективностью, так, чтобы припой быстро расплавлялся низкой рабочей температурой, и полностью удаляя припой из самых маленьких отверстий печатных плат. Это подразумевает значительное всасывающее усилие и высокую скорость откачки, такие, чтобы место пайки не успело остыть и затвердеть.
i Надоели баннеры? Вы всегда можете отключить рекламу.
Похожие темы научных работ по механике и машиностроению , автор научной работы — Любимцев Александр
Термовоздушные и ремонтные станции Hakko Corporation
Hakko – паяльная техника, опережающая время
Паяльные станции Hakko Corporation
Передовые технологические решения и непревзойденное качество jbc
Монтаж и демонтаж электронных компонентов с поверхности печатных плат
i Не можете найти то, что вам нужно? Попробуйте сервис подбора литературы.
i Надоели баннеры? Вы всегда можете отключить рекламу.
Текст научной работы на тему «Устройства для демонтажа НАККО Corporation»
Компоненты и технологии, № 8’2003 Технологии
Устройства для демонтажа
Инструмент для демонтажа должен совмещать в себе разогревающую и всасывающую системы, подводя тепло к месту пайки с наибольшей эффективностью, так, чтобы припой быстро расплавлялся низкой рабочей температурой, и полностью удаляя припой из самых маленьких отверстий печатных плат. Это подразумевает значительное всасывающее усилие и высокую скорость откачки, такие, чтобы место пайки не успело остыть и затвердеть.
В 70-х годах, когда электронные компоненты в исполнении 8МБ еще только начинали появляться, большинство электронных компонентов, в том числе и микросхемы, монтировались на платах печатного монтажа в металлизированные отверстия. Поэтому в первую очередь стоял вопрос о быстрой и эффективной замене компонентов при ремонте или исправлении брака. Наиболее часто встречающаяся неприятность при демонтаже элементов с печатных плат — это повреждение печатного монтажа в виде отслаивания контактных площадок при нагреве контактов и попытке извлечь из металлизированного отверстия деталь. Если же учесть, что многоконтактные 01Р-микросхемы, разъемы, резисторные матрицы и даже транзисторы могли быть демонтированы с платы только при полной очистке от припоя всех отверстий, то любой специалист, сталкивавшийся с этой проблемой, скажет, что демонтаж существовавшим в то время обычным инструментом требовал немалых усилий и навыков.
Казалось бы, демонтаж осуществляется очень просто: паяльник расплавляет припой в месте пайки и всасывающее устройство его удаляет. И тем не менее, даже при демонтаже обычных двухсторонних печатных плат при помощи паяльника и ручного всасывающего устройства возникают проблемы. Главная из них — практическая невозможность одновременного прогрева всего объема припоя в месте пайки и его удаления. Действительно, головка паяльника не обеспечивает охват контакта по всей окружности и, следовательно, разогрев припоя с противоположной стороны будет меньше. Контакт ручного всасывающего устройства с расплавленным припоем также не может быть всесторонним, поэтому эффективно может быть удалена только часть припоя, находящаяся непосредственно рядом с отверстием фильеры всасывающего устройства. Для гарантированного расплавления всего припоя, находящегося в месте контакта, приходится значительно увеличивать время прогрева, что резко увеличивает опасность отслоения контактной площадки. Тефлоновые фильеры, использующиеся практически во всех ручных всасывающих устройствах, при работе быстро теряют
форму и выходят из строя. Если же вопрос касается многослойных печатных плат, то проблема еще более усложняется. Цепи заземления, силовые цепи и т. п., имеющие значительную площадь и расположенные, как правило, внутри платы, будут отводить тепло от места пайки, припой не будет надежно расплавлен. Кроме того, узкие отверстия многослойных плат делают трудным всасывание расплавленного припоя. И, наконец, тепло, отведенное силовыми и прочими цепями, может быть причиной отслоения печатных проводников, что делает их непригодными для дальнейшего использования, и по сути дела, даже один отслоившийся проводник отправляет всю плату в брак.
Возможно ли решение этих проблем? Возможно— путем создания специального демонтажного инструмента, совмещающего в себе разогревающую и всасывающую системы. Это устройство должно быть способно подводить тепло к месту пайки с наибольшей эффективностью, так, чтобы припой быстро расплавлялся низкой рабочей температурой. Оно должно быть способно полностью удалять припой из самых маленьких отверстий печатных плат. Это подразумевает значительное всасывающее усилие и высокую скорость откачки, такие, чтобы место пайки не успело остыть и затвердеть.
В 1979 году НАККО Corporation предложила на рынок паяльного оборудования демонтажную станцию AGE. В ней на основе передовых технологий были реализованы все условия, необходимые для легкого и качественного демонтажа. Нагревательная система при помощи керамического нагревателя и долговечных головок равномерно разогревала место пайки, а всасывающая система развивала максимальное усилие 600 мм рт. ст., которое создавало мощный рывок и обеспечивало полную очистку контактных площадок и металлизированных отверстий от припоя. Следующая модель, вышедшая через год, имела более совершенную конструкцию головок и возможность регулирования температуры головок в диапазоне от 300 до 400 °С. С учетом опыта работы и замечаний пользователей инженеры НАККО продолжали непрерывно совершенствовать конструкцию демонтажной станции, и в конце 80-х годов
Компоненты и технологии, № 8’2003
Бумажный фильтр (Ц
Рис. 3. Конструкция фильтра
жинного фильтра и бумажно-керамического фильтра высокой абсорбции. Они эффективно предохраняют от попадания в насос даже небольшого количества припоя и флюса. Исполнение в виде обоймы позволяет очень просто осуществлять замену фильтров и очищать контейнер от отработанного припоя.
Сменные долговечные головки (рис. 4) имеют размеры, необходимые для демонтажа выводов практически всех применяемых в настоящее время компонентов электроники.
НАККО предложила новую полностью переработанную станцию НАККО 470 и ее модификацию с внешним компрессором НАК-КО 471. На базе этой удачной конструкции в 1994 году была выпущена последняя модель НАККО 474/475, которая, впрочем, незначительно отличалась от предыдущей НАККО 470/471 и продолжает выпускаться по настоящее время, зарекомендовав себя как высококачественный, удобный и простой в эксплуатации, надежный инструмент.
Демонтажная станция НАККО 474 состоит из блока регулировки и подсоединенного к нему демонтажного пистолета (рис. 2), которым, собственно, и осуществляется демонтаж. В блоке находятся разогревающая и всасывающая системы, в демонтажном пистолете — нагревательный элемент и контейнер сборки припоя с фильтрами.
Разогревающая система регулирует температуру головки в диапазоне 380-480 °С с возможностью калибровки температуры головки. В ней применен керамический нагревательный элемент мощностью 50 Вт, обладающий высокой скоростью разогрева: до температуры 400 °С он разогревается за 80 секунд. Внутри нагревательного элемента находится канал вывода припоя в контейнер. Такая конструкция гарантирует необходимую температуру припоя для поддержания его в жидком состоянии и обеспечивает надежный отвод припоя в контейнер сбора.
В обычных демонтажных системах наличие воздушного зазора между нагревательным элементом и головкой создает тепловой
барьер, который значительно снижает эффективность передачи тепла. Для преодоления этого теплового барьера температура нагревательного элемента должна быть значительно увеличена, достигая значения, при котором резко возрастает вероятность повреждения проводников печатных плат. В конструкции демонтажного пистолета НАККО 474/475 воздушный зазор между нагревательным элементом и головкой отсутствует, в результате тепло к головке передается с большей эффективностью, с минимальными тепловыми потерями, позволяя безопасно и эффективно перемещать припой при относительно низких температурах.
В контейнере сбора припоя (рис. 3) находится двойной фильтр, состоящий из пру-
Отпайка микросхем
Доброго времени суток.
Всякие DIP-ы, TO и прочие с выводами под дырки в плате отпаиваю обычным отсосом.
Планарные — либо обычным паяльником, либо феном.
Паяльником: разогреваю пару выводов подсовываю под них лезвие (бритвенное) и так, не останавливаясь, еду по всем выводам — лезвие замечательно отделяет вывод от платы и заодно охлаждает ногу немного.
Феном: фен делал сам, так что может он и хуже промышленного, но меня устраивает. Ну а с выпайкой тут все просто, только надо сначала плату вокруг прогреть. Если у микрухи много ног, то беру нихромовую проволочку (тонкую) просовываю под одним рядом ног, цепляю за что-нибудь на плате, затем прогреваю феном ноги и тяну за проволочку так что-бы она прошла под всеми ногами. Проволчка приподнимает их над платой и они обратно сами уже не припаяются.
А еще для этих целей народ использует самый обычный фен для снятия краски.
Регистрация: 03.09.2007
Сообщений: 15
Репутация: 10
| 08.10.2007 20:24 | #3 |
Привет всем! Еще есть один способ выпаивания микросхем с корпусами DIP. Берется иголка от медицинского шприца, отпиливается край.Игла должна быть такой, чтобы выводы микросхемы свободно входили в её внутреннее отверствие. Затем паяльником греем контактную площадку, всовываем иглу по самые некуда.Когда игла залезла на вывод микросхемы, жало паяльника следует убрать из контактной площадки. Вытягиваем иглу, и, один вывод готов. Остальные выводы распаиваются анологично.
Регистрация: 24.10.2007
Сообщений: 5
Репутация: 11
| 28.10.2007 03:27 | #4 |
Я купил себе нормальную паяльную станцию LUKEY-852D+ с феном за 1699р и сейчас не парюсь. Спомощью фена можно демонтировать всё. Так же с помощью фена можно и паять.
Описание станции тут
http://shop.siriust.ru/product_info. oducts_id/4710
__________________
Микроконтроллеры AVR32
Регистрация: 16.11.2007
Сообщений: 6
Репутация: 10
| 23.11.2007 03:23 | #5 |
по поводу паяльной станции — поддержу 4-мя конечностями.
работал этим девайсом — даже для ненабитых рук — песня.
регулируется и температура и поток, удобно, и меньше шансов запороть плату и микрухи
Регистрация: 04.02.2008
Сообщений: 3
Репутация: 10
| 06.02.2008 23:16 | #6 |
Самое лучшее что есть для отпайки — JBC REWORK STATION AM 6800.
Но стоит реально дорого.
Кстати, обращаются люди с просьбой перепаять сотни микросхем после неправильной установки.
Регистрация: 02.06.2006
Адрес: Vilnius, Lithuania
Сообщений: 1,766
Репутация: 105
| 07.02.2008 01:24 | #7 |
По поводу выпайки МС — реальные сложности при доступных снаружи выводах МС (а корпуса вроде BGA — это всеже совсем отдельный, специализированный случай) есть видимо только при попытке снять с платы МС с расположением выводов с четырех сторон, ну и еще может быть отчасти двухсторонние с большим числом выводов с одной стороны, хотя это скорее исключение, чем правило.
В отличие от обычных двухсторонних, где как правило после прогрева одного ряда выводов можно приподнять с платы всю эту сторону МС вместе с выводами и потом также отпаять вторую сторону (иногда за несколько приемов, что вобщем по существу ничего не меняет), в случае с четырехсторонним расположением выводов этого сделать нельзя — МС придерживается на месте двумя «боковыми» сторонами, и отделить отпаиваемый ряд выводов от платы без деформации выводов (а это реальная угроза последующего их отламывания!) нельзя.
В давние времена для подобных случаев советовали применять паяльники со специальной формой сердечника или специальной формы насадки для сердечника — способ хоть и трудоемкий, но всеже как-то понятный для тех старых времен, когда микросхема представляла собой нечто великое, а правило «время-деньги» еще не проявлялось в такой степени, как сейчас.
Да и разнообразие МС тогда было несравнимо с теперешним — для покрытия почти всего спектра МС хватало небольшого числа разных насадок.
Сейчас трудно себе представить, чтобы при необходимости выпаять МС только для этого имелся бы смысл изготовлять специальный сердечник для паяльника или даже насадку для него — затраты в большинстве случаев окажутся выше вероятной пользы от такого ремонта.
Поэтому в случаях, когда «ловкости рук» уже не хватает, становится в последние годы модным и почти привычным применять приборы «общего нагрева» типа фенов, хотя у них при всех преимуществах есть и большие недостатки.
Не смотря на то, что феном как правило можно одновременно охватить нагревом сразу все контакты отпаиваемой детали, не надо забывать, что в таком случае мы все-таки имеем дело с палкой о двух концах, т.к. нагрев производится бесконтакным способом, при котором тепло распределяется не только там, где оно действительно нужно, но и достается всему остальному, находящемуся вокруг, начиная от корпуса самой выпаиваемой МС и кончая всеми другими нетермоуствойчивыми предметами, особенно деталями из термопластов (а такими являются например большинство разъемов).
Ведь для того, чтобы нагреть отпаиваемые металлические части до температуры плавления припоя, на них нужно подавать достаточно сильный горячий поток и со значительно более высокой температурой, т.к. из за хорошей теплопроводности металлы хорошо распределяют получаемое тепло по всему своемй объему и так же хорошо отводят его на все остальное, с чем они непосредственно соприкасаются, таким образом достаточно хорошо охлаждаясь.
Этого однако нельзя сказать о других, неметаллических предметах, неизбежно попадающих под тот же горячий поток — они как правило плохо проводят тепло, и поэтому нагреваются до близкой к максимальной температуры гораздо быстрее тех металлических частей, которые и были непосредственной целью горячего потока!
В результате основной заботой при проведении подобных операций часто становится уже не выпайка основного предмета, а сохранение в целостности остальных!
А ведь подобные проблемы почти не возникают при нагреве нужной детали (и в основном только ее!) с помощью паяльника — т.е. при контактном нагреве непосредственным соприкосновением имеющего хорошую теплопроводность медного сердечника паяльника с паяемой деталью.
Например, если надо выпаять многоконтактную МС, у которой один или несколько выводов непосредственно, без тонких промежуточных перемычек на плате подключены к имеющим большую площадь шинам типа питания или земли, то отпаять ее горячим потоком фена получится не раньше, чем до нужной температуры будет нагрета достаточно большая часть всей платы вокруг выпаиваемой МС вместе с этими шинами, при этом все находяшиеся в этой зоне нетермоустойчивые предметы имеют большие шансы перегреться и выйти из строя еще до этого, и особенно, если сплошные медные слои основных электрических шин расположены во внутренних слоях платы — в таком случае для достижения нужной температуры внутренним слоем внешняя ее сторона должна нагреться даже значительно больше.
А ведь паяльником можно орудовать на расстоянии нескольких миллиметров даже от термопластичного пластмассового разъема, не повредив его при этом!
Единственный недостаток — это изначальное отсутсвтие у большинства паяльников широкой зоны охвата и необходимость вседствие этого в наличии «расширяющих» сердечников или насадок специальной формы.
Однако, учитывая все возрастающую в ответ на усложняющиеся жизненные реалии квалификацию мастеров в области «ловкости рук», а также то, что в большинстве случаев им приходится паять МС не самой высокой, а около средней конструктивной сложности, можно часто обойтись и без трудоемкого изготовления спец-изделий, если правильно подойти к решению вопроса о выпайке многоконтактных предметов вообще и МС в частности.
Ведь по сути дела — чего не хватает обычному паяльнику и что ему дают все эти спец-сердечники и насадки?
Не хватает ему способности донести свое тепло до достаточного количества разнесенных в пространстве металлических выводов одновременно — вследствие малых размеров рабочей поверхности, оптимизированной под выполнение других задач.
А что дает насадка или сердечник специальной формы?
Они распределяют исходное тепло паяльника по всем нужным местам, используя хорошую теплопроводность медной детали специальной формы, соответствующей расположению того, что нужно паять.
Вот!
Нужно иметь что-то хорошо теплопроводящее (например медное) и чтобы оно имело форму, позволяющую одновременно соприкасаться со всеми паяемыми местами.
Отлично, но ведь это еще совсем не значит, что надо делать технологически сложные спец-сердечник или спец-насадку — как правило достаточно просто изготовить из меди любой предмет, охватывающий все одновременно паяемые части, тем более, что расположение выводов многоконтактных деталей опять же в большинстве случаев образует какую-то фигуру правильной геометрической формы, несложную для повторения!
Предмет этот совсем не обязательно должен быть точно подогнанным под паяльник сердечником или даже насадкой на него, ведь из за свойственного паяльнику контактного способа теплопередачи ее скорее всего будет достаточно даже при простом соприкосновении паяльника с обычным сердечником и вышеописанного «форменного» предмета, даже без жесткой конструктивной «связки» между ними.
Таким образом, для отпайки например средней величины МС с четырехсторонним расположением выводов и их числом скажем 80 надо взять какой-нибудь облуженный кусок медной проволоки толщиной 2-3 мм и согнуть его в прямоугольник таким образом, чтобы при накидывании его на МС он касался бы всех ее выводов, а потом уже нагревать его как обычно.
Теплопроводность меди толщиной с несколько мм гораздо выше, чем у горячего потока, выходящего из фена, поэтому МС в таком случае получается отпаять при значительно меньшем расходе тепла, а тем более при значительно меньшем его воздействии на окружающие место пайки предметы.
__________________
Быстро только кошки и кролики.