Самодельный сварочный аппарат
Сварочным аппаратом в простейшем виде является один лишь трансформатор с подключенными к нему необходимыми проводами и зажимами. Для грубой работы этого вполне достаточно. И в принципе сделать сварочный аппарат своими руками несложно, но для его изготовления потребуются дорогостоящие материалы. Поэтому заниматься его изготовлением целесообразно, если уже есть в наличии часть материалов, или есть возможность их купить по ценам существенно ниже рыночных. Иначе себестоимость самодельного сварочного аппарата может оказаться близкой к стоимости фирменного аппарата с лучшими характеристиками.

Самодельный сварочный аппарат
Сварочные аппараты сделанные своими руками в основной своей массе обладают выраженной спецификой перед своими собратьями промышленного изготовления. На первое место здесь зачастую ставится не тщательность расчета параметров конструкции и соблюдение технологии изготовления, а возможность достать тот или иной компонент будущей конструкции самодельного сварочного аппарата. Делать трансформатор чаще всего приходится из того, что есть, а не из того, из чего хотелось бы. Многие конструкции отличаются особой оригинальностью компоновки, собираются из материалов, ничего общего до того со сварочным делом, а то и с трансформаторами вообще не имевшими. Параметры элементов конструкции некоторых образцов сварочных трансформаторов могут сильно выходить за рамки рекомендуемых стандартными методиками значений.
Тем не менее большинство самодельных сварочных аппаратов вполне оправдывают свое существование. Их сварочные характеристики находятся на приемлемом рабочем уровне, а в случае необходимости могут быть подправлены.
То, что разные трансформаторы по-разному варят, сварщикам известно хорошо. В одном случае дуга зажигается и горит стабильно, швы ложатся ровно, работать таким аппаратом легко — сварщики говорят: «варит мягко». В другом же случае наоборот: удерживать дугу тяжело, она часто гаснет, металл сильно разбрызгивается, и швы получаются какими-то рваными и размытыми, притом что трансформатор развивает необходимый ток, даже вроде бы обладает запасом по мощности и с выходным напряжением у него тоже все в порядке. В чем же дело? А причина как раз в способности трансформатора стабильно держать рабочий ток, что характеризуется таким показателем, как внешняя вольт-амперная характеристика (ВАХ) источника питания. Про неё подробно написано в статье Типы сварочных аппаратов. Если в двух словах — ток короткого замыкания не должен сильно отличаться от тока сварки. Ток должен быть ограничен либо увеличенным магнитным рассеянием трансформатора, либо балластным сопротивлением, либо дросселем, либо другим способом.
О качестве внешних характеристик сварочных трансформаторов судят на практике. Если с трансформатором работать легко, дуга горит стабильно, а наплавленный металл ложится равномерно — значит, все в порядке.
Надежность сварочного трансформатора
При эксплуатации сварочного аппарата, и тем более сделанного своими руками, работающий на пределе своих возможностей трансформатор постепенно изнашивается — действует перегрев, вибрация, влага, механические воздействия.
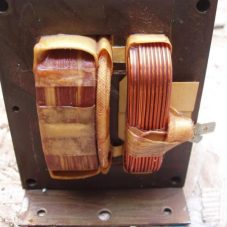
Злейшим врагом сварочных трансформаторов является перегрев. Самым действенным средством против перегрева являются надежные обмоточные провода с плотностью тока не более 5-7 А/мм 2 . Чтобы провод быстро охлаждался, он должен иметь хороший контакт с воздухом. Для этого в обмотках делаются щели. Сначала мотается первый слой и с внешних сторон вставляются деревянные или гетенаксовые планки толщиной 5-10 мм, потом планки вставляются через каждые два слоя провода: так каждый слой имеет контакт с воздухом с одной стороны.

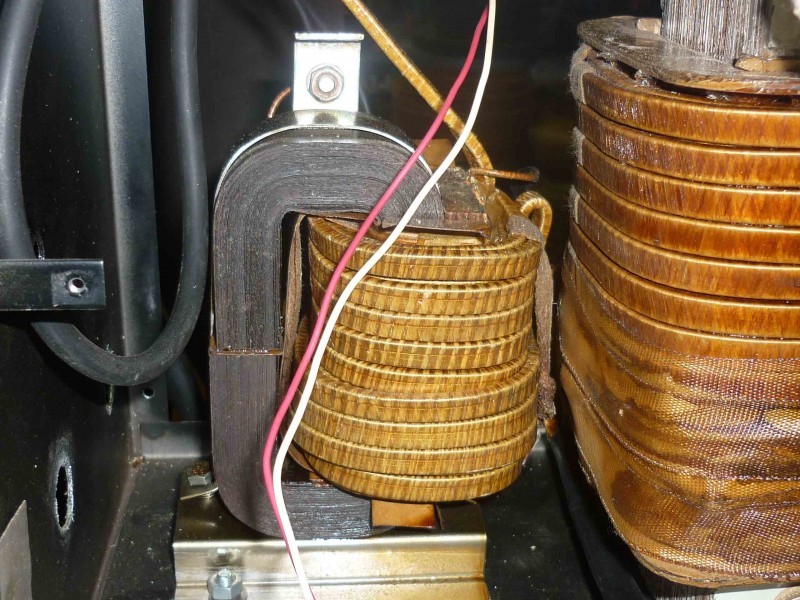
Катушка сварочного трансформатора с вентиляционными щелями
Если трансформатор делается без вентилятора, то щели должны ориентироваться вертикально. Тогда через них постоянно будет циркулировать воздух: теплый поднимается вверх, а снизу засасывается холодный. Еще лучше, если трансформатор постоянно обдувается вентилятором. Вообще-то принудительный обдув мало влияет на скорость нагрева трансформатора, зато заметно ускоряет его охлаждение. Быстрее всего греются и хуже всего охлаждаются тороидальные трансформаторы. У сильно греющегося сварочного трансформатора с закрытыми обмотками даже мощный обдув не решит этой проблемы, и здесь придется удерживать температуру обмоток разве что очень умеренным режимом работы.
Если предстоит варить много и быстро, а ваш сварочный трансформатор намотан не ахти какими проводами и катастрофически быстро греется и т.д., здесь можно применить одно кардинальное средство борьбы с перегревом. Перегрева можно не так бояться, если весь трансформатор полностью погрузить в трансформаторное масло. Обладая значительной теплопроводностью, масло не только отводит тепло из обмоток, но и является дополнительным изолятором. В простейшем виде это просто ведро с маслом с утопленным в нем трансформатором, откуда выходят только четыре провода — такое «чудо» иногда можно увидеть на дворах в сельской местности.

Самодельный сварочный трансформатор помещенный в емкость с трансформаторным маслом
В режиме сварки трансформатор создает мощное переменное магнитное поле, которое притягивает к нему стальные элементы, вызывая вибрацию. Вибрируют не только стальные корпуса сварочных аппаратов, но и вообще все детали, соединенные с трансформатором и находящиеся внутри магнитопровода. Особенно подвержены вибрациям подвижные части регулирующих устройств мощности, если таковые имеются. К подвижным элементам (большей частью промышленных аппаратов) могут относиться: сердечники, магнитные шунты, подвижные обмотки, т.е. элементы, с помощью передвижения которых изменяется рабочий ток трансформатора и которые невозможно закрепить совершенно жестко. Эти части связаны с неподвижными элементами трансформатора посредством винтов, направляющих и других элементов, деформирующихся под действием переменных сил. Вибрации подвержены и закрепленные жестко элементы конструкции. Амплитуды и действие вибрации зависят от множества конструктивных факторов, которыми во многом и определяется надежность сварочного трансформатора. Нередки случаи, когда из-за недоработки конструкции или некачественной сборки, вследствие вибрации быстро выходят из строя даже трансформаторы промышленного изготовления. Для самодельных конструкций эта проблема стоит еще более остро, особенно когда используются обмоточные провода в тонкой лаковой изоляции. От постоянной вибрации и трения друг о друга витков, лак на некоторых участках может разрушаться, что неизбежно приведет к межвитковому замыканию. Поэтому изоляция между слоями провода здесь обязательна. Также необходимо предусмотреть, чтобы под действием вибрации не произошло разрушение или продавливание на углах каркаса обмоток или (в тех конструкциях, где его вообще нет) слоя изоляции между катушками и железом магнитопровода. Можно без всякого, преувеличения сказать, что вибрация наравне с перегревом является одной из основных причин преждевременного выхода из строя сварочных трансформаторов.
При эксплуатации и тем более хранении сварочного аппарата, следует опасаться сырых подвалов и вообще мест с повышенной влажностью. Постепенно обмотки впитывают в себя влагу, которая, попадая в мельчайшие щели и трещины изоляции, долго не высыхает, становясь хорошим проводником тока.
Чаще всего проблемы бывают с первичной катушкой высокого напряжения. Первичная катушка содержит большее количество витков, обычно она сильнее греется, ее более тонкий провод больше подвержен влиянию разрушающих механических воздействий, нежели провод вторичной цепи. Эта катушка находится под опасным напряжением, и при повреждении изоляции ее провода высокое напряжение может попасть на корпус или магнитопровод трансформатора. Если сварочный трансформатор не имеет корпуса, то повреждения обмоток могут происходить от случайных ударов, а также опрокидываний и падений тяжелого трансформатора. Разрушающее воздействие на изоляцию оказывает вибрация, особенно для провода в лаке, перегрев обмоток и влага. Если произошел пробой на корпус или магнитопровод, которые не заземлены, или повреждена внешняя изоляция провода первичной обмотки, то при прикосновении человек попадет под высокое напряжение. От пробоя на корпус спасает заземляющий провод. Однако заземление на самодельных конструкциях делается нечасто.
Другой вариант пробоя первичной обмотки, когда она пробивает на вторичную катушку внутри трансформатора. В этом случае ничего не подозревающий сварщик и его помощники могут попасть под высокое напряжение сети со всеми вытекающими отсюда последствиями. Это может предотвратить надежная изоляция первичной и вторичной обмоток друг от друга. Напряжение вторичной катушки может повыситься, даже если ее изоляция не нарушена. Напряжение на выходе вторичной катушки зависит от количества витков первичной катушки. Так, при межвитковом замыкании первичной катушки достаточно большое количество ее витков может «вылететь» из работы: в результате напряжение на выходе сварочного трансформатора повысится.
Корпус для самодельного сварочного аппарата
Чтобы сварочный трансформатор не был подвержен влиянию всех атмосферных стихий и возможным механическим воздействиям, его желательно упрятать в корпус. Однако здесь не все так просто. Сварочный трансформатор — мощный источник электромагнитного излучения, и далеко не все материалы одинаково хорошо годятся для его наружной оболочки. Тем более что в некоторых случаях возможна еще и потеря мощности из-за индуцируемых в оболочках корпусов токов.
При установке сварочного трансформатора в корпус особое внимание надо уделять его материалу и возможности протока воздуха для охлаждения, при этом верх должен быть закрыт, предохраняя трансформатор от возможного дождя. Корпуса или хотя бы некоторые их части лучше делать из не магнитных материалов: латунь, дюраль, гетенакс, пластмассы. Если корпус сделан из жести или напротив оси первичной обмотки привинчены стальные панели, то при работе вся эта конструкция будет втягиваться внутрь и вибрировать. Звук при этом иногда бывает такой, что его можно сравнить разве что с работой пилы — мощной «циркулярки». Поэтому устанавливать сварочный трансформатор можно либо в цельновыгнутый жесткий стальной корпус, который не так поддается вибрациям, или делать панели напротив хотя бы первичной обмотки из немагнитных материалов.
Для практически всех существующих конструкций сварочных трансформаторов характерны очень сильные магнитные поля рассеивания вблизи обмоток. Эти поля вызывают не только сильные вибрации магнитных материалов, но и заметные потери энергии в кожухах и других конструктивных элементах трансформаторов. Потери энергии обусловлены возбуждением в кожухах вихревых токов. Присутствие вихревых токов, а следовательно, и потери энергии, будут тем меньшими, чем больше расстояние от обмоток трансформатора до стенок металлического корпуса. На потери энергии мало влияют магнитные свойства металлов. Если корпус сделать из немагнитных металлов — латунь, алюминий и т.д., то это мало повлияет на генерацию вихревых токов, ведь здесь важна токопроводимость материала, которая у металлов всегда высокая. Исследования показали, что несколько уменьшить потери в корпусе можно, сделав на нем продольные рассечки, типа вентиляционных щелей, которые, располагаясь на пути вихревых токов с наибольшей плотностью, увеличат сопротивление материала для них. Таким образом можно уменьшить потери на 30-50% в зависимости от конструкции кожуха и использованного на нем металла.
С другой стороны, потери такого рода вообще могут быть сведены на нет, если корпус выполнить из изоляционного материала, тем более что в этом случае сразу удастся избежать и вибраций, вызванных переменными магнитными полями. Однако корпус из диэлектрических материалов сложнее сделать или же подобрать уже готовый, также он имеет худшие показатели прочности. Конечно, проблемы с корпусом, его вибрациями, вихревыми токами и потерями энергии можно вообще избежать, отказавшись от цельного корпуса, как это и принято, наверное, у большинства самодельных сварок. Однако отсутствие корпуса добавит массу других, не менее важных проблем, а также отразится на безопасности и надежности в эксплуатации сварочного аппарата. Тем более что потери на уровне нескольких процентов практически неразличимы на фоне флуктуации напряжения в сети, а также присутствия некоторого сопротивления в линиях электропередачи.
В корпус сварочного аппарата можно установить вентилятор или сделать его герметичным и залить трансформаторным маслом.
Сварочный аппарат своими руками: как сделать его дома

Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
Сварочные аппараты: классификация

Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Поэтому в контексте самостоятельной сборки конструкций речь пойдет исключительно об электрических вариантах. Такие агрегаты также подразделяются на разновидности:
- Установки-генераторы — оснащены собственным генератором тока. Отличительная черта — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно.
- Трансформаторы — такие установки, в особенности полуавтоматического типа, очень распространены среди тех, кто делает сварочное оборудование самостоятельно. Питаются от сети в 220 или 380 В.
- Инверторы — такие установки просты в применении и идеально подходят для дома, конструкция компактная и мало весит, но электронная схема достаточно сложна.
- Выпрямители — эти аппараты просто собирать и применять по назначению. С их помощью даже новичок может выполнять качественные сварные швы.
Как сделать сварочный аппарат инверторного типа
Чтобы в домашних условиях собрать инвертор, потребуется схема, которая позволит соблюсти нужные параметры. Рекомендуется брать детали от старых советских приборов:

- транзисторов;
- диодов;
- дросселей;
- готовых трансформаторов;
- конденсаторов;
- резисторов;
- тиристоров.
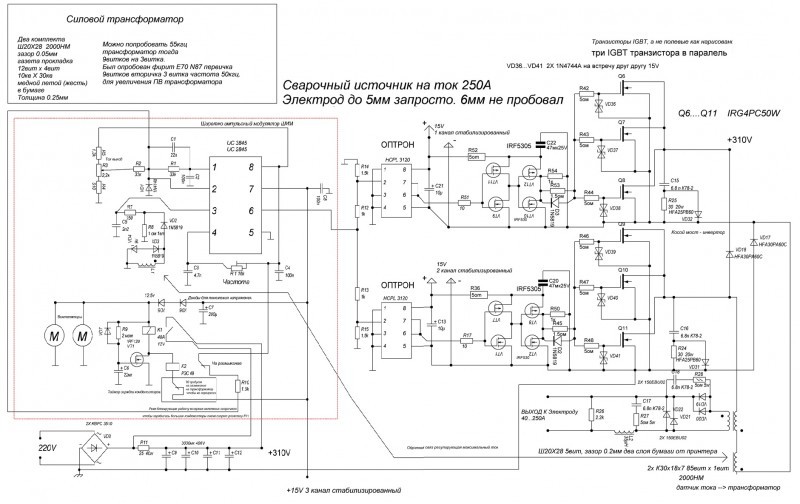
Параметры для аппарата можно выбирать такие:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока равен 250 А.
- Источник напряжения — сеть бытовая на 220 В.
- Регулировка сварочного тока варьируется от 30 до 220 А.
Инструмент включает такие компоненты:
- блок питания;
- выпрямитель;
- инвертор.
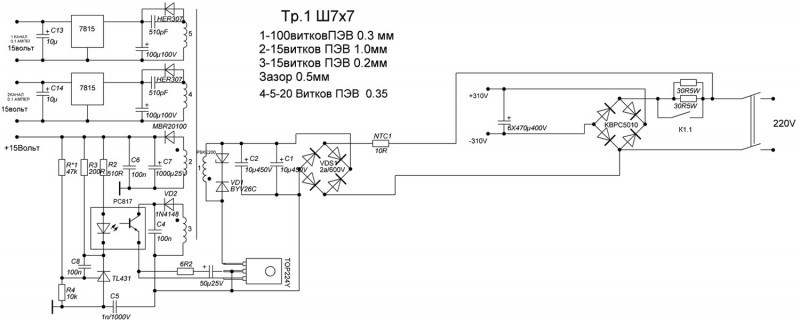
Начинаем с намотки трансформатора и действуем в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполните первую обмотку (100 витков посредством провода ПЭВ 0,3 мм).
- Вторая обмотка — 15 витков, проводом с сечением 1 мм).
- Третья обмотка — 15 витков проводом ПЭВ 0,2 мм.
- Четвертая и пятая — соответственно по 20 витков проводами с сечением 0, 35 мм.
- Чтобы охладить трансформатор, возьмите вентилятор от компьютера.
Чтобы транзисторные ключи работали непрерывно, напряжение следует на них подавать после выпрямителя и конденсаторов. Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно.
С лицевой части корпуса устанавливается светодиодный индикатор, который показывает, что прибор включен в сеть. Здесь же можно поставить дополнительный выключатель, а также защитный предохранитель. Еще его можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. Переменное сопротивление устанавливается на лицевой части корпуса, с его помощью можно регулировать рабочий ток. Когда вы собрали все электрические схемы, проверьте аппарат специальным прибором или тестером и можете провести его испытание.
Сварочный трансформатор своими руками

Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку .
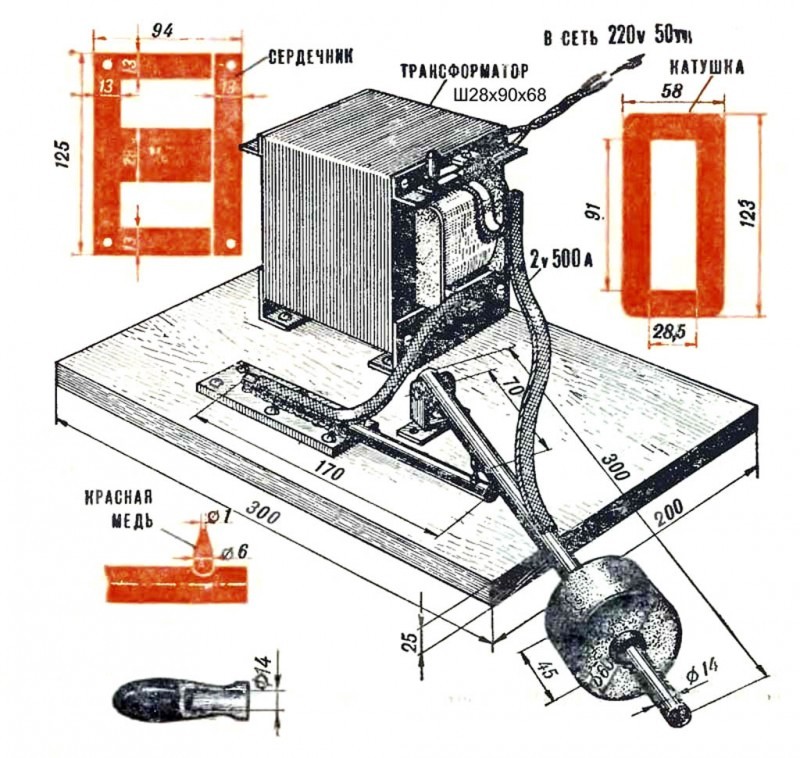
Для работы вам потребуется трансформаторное железо для сердечника, а также несколько десятков метров толстого провода или толстой медной шины. Все это можно найти в пункте приема металлов. Сердечник лучше всего делать П-образным, тороидальным либо круглым. Многие также берут статор от старого электромотора.
Инструкция сборки П-образного сердечника выглядит таким образом:
- Возьмите трансформаторное железо сечением от 30 до 55 с м 2 . Если показатель будет больше, аппарат получится слишком тяжелым. А если сечение будет меньше 30, прибор не сможет корректно работать.
- Возьмите медный обмоточный провод сечением около 5 мм 2 , оснащенный термостойкой изоляцией из стеклоткани или хлопка. Изоляция важна, поскольку во время работы обмотка может нагреться до 100 градусов и выше. У обмоточного провода сечение квадратное или прямоугольное сечение. Однако такой вариант отыскать сложно. Подойдет и обычный с аналогичным сечением, но только вам нужно будет снять с него изоляцию, обмотать стеклотканью и тщательно пропитать электротехническим лаком, после чего высушить. В первичной обмотке 200 витков.
- Вторичная обмотка потребует порядка 50 витков. Провод обрезать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной отыщите место, где напряжение составляет около 60 В. Для поиска такой точки отматывайте или наматывайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем для первичной обмотки, в 1,7 раза.
- Готовый трансформатор установите в корпус.
- Чтобы вывести вторичную обмотку, потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Расклепайте ее конец и просверлите отверстие с диаметром в 10 мм, а в другой конец вставьте конец провода, предварительно очищенный от изоляции. Далее, обожмите его легкими ударами молотка. Чтобы усилить контакт провода с трубкой-клеммой, нанесите керном на нее насечки. Самодельные клеммы прикрутите к корпусу гайками и болтами. Детали лучше всего использовать медные. Наматывая вторичную обмотку желательно делать отводы через каждые 5−10 витков, они позволят менять ступенчато напряжение на электроде;
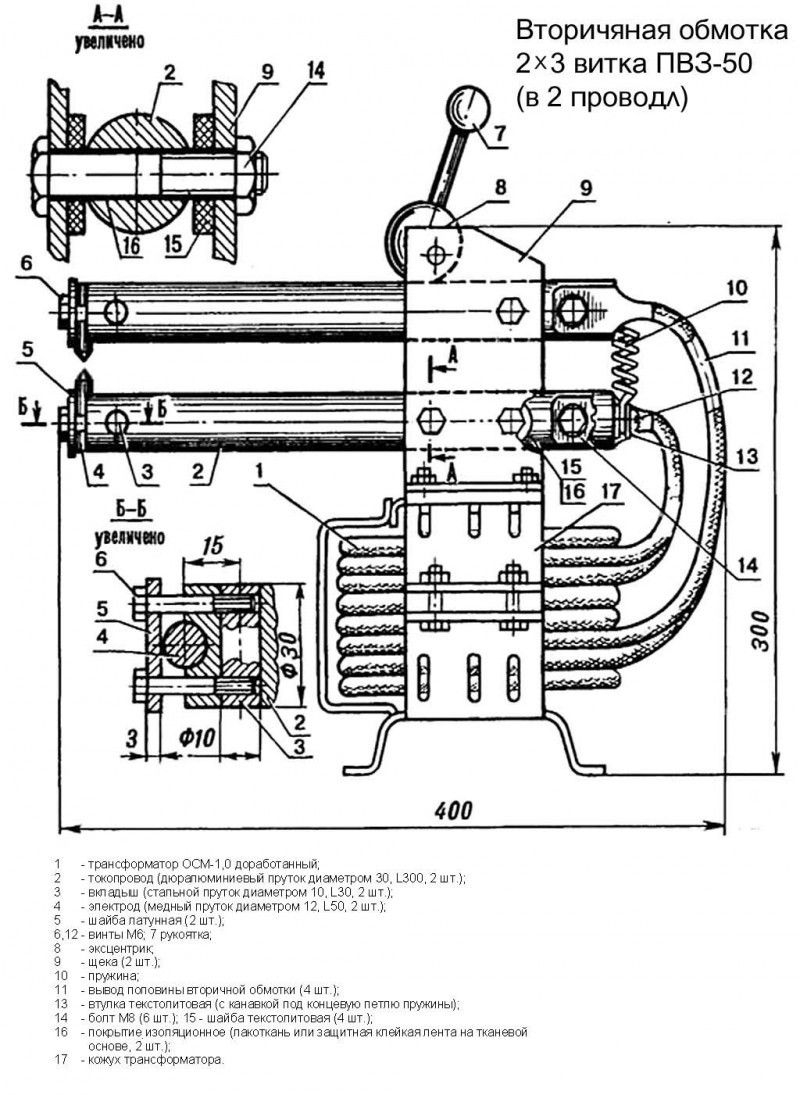
- Для изготовления электродержателя возьмите трубу с диаметром около 20 мм и длиной порядка 20 см. На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
Готовый аппарат к сети лучше всего подключать с помощью проводов с сечением от 1,5 с м 2 и более, а также рубильника. Ток в первичной обмотке обычно не превышает показатель в 25 А, а во вторичной колеблется в пределах 6—120 А. Во время работы с электродами диаметром 3 мм через каждые 10−15 делайте остановки, чтобы трансформатор остыл. Если электроды более тонкие, это не нужно. Более частые перерывы нужны, если вы работаете в режиме резки.
Мини-сварка своими руками
Чтобы самостоятельно собрать миниатюрный аппарат для сварки, вам потребуется всего лишь несколько часов и такие материалы:

- стержень графитовый из старой батарейки;
- бокорезы или пассатижи;
- нож;
- сухая тряпка;
- наждачная бумага;
- перчатки;
- 20 см проволоки диаметром 5 мм из алюминия или меди;
- 6 см проволоки ПЭВ 0,5 из меди;
- изолента;
- провод многожильный;
- любой металлический зажим;
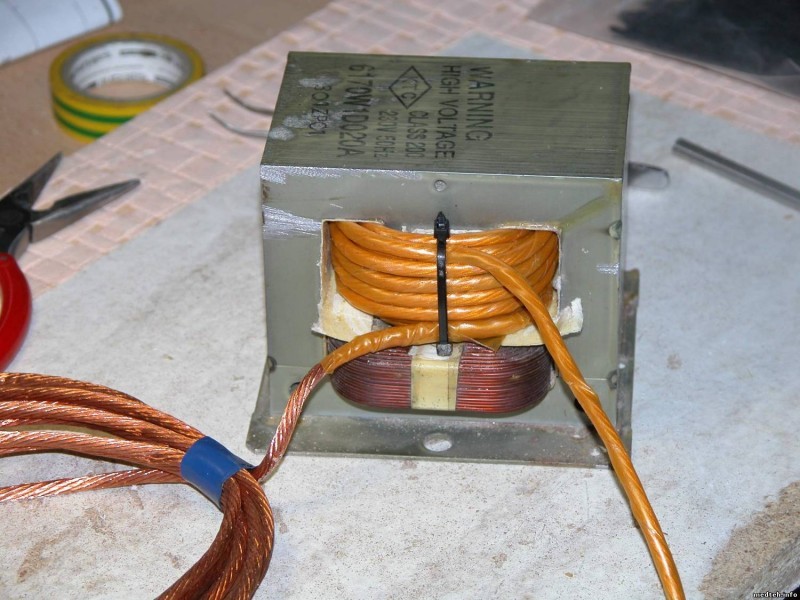
- трансформатор от блока питания микроволновки с выпрямителем, или старого телевизора или приемника.
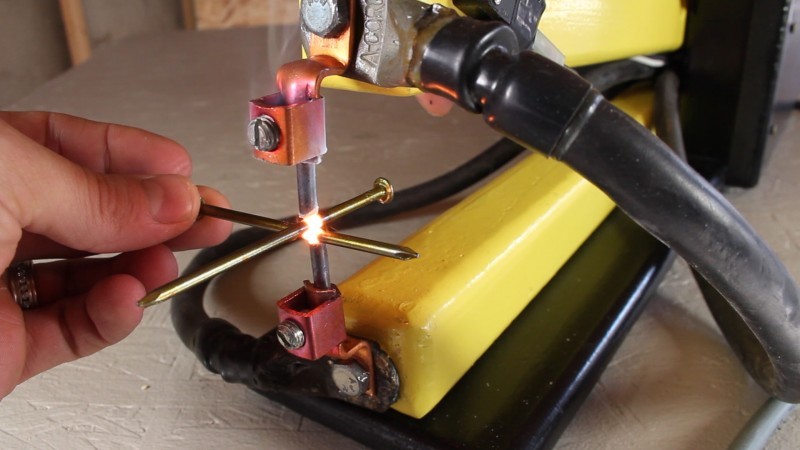
Сначала аккуратно разберите старую батарейку и извлеките из нее графитовый стержень. На конце его заострите шкуркой и протрите сухой тряпкой. Кусок толстой проволоки на4−5 см от конца очистите от изоляции и с помощью пассатижей или бокорезов загните петлю. В нее вставьте угольный электрод.
Уберите вторичную обмотку с трансформатора и на ее место намотайте толстую проволоку на 12−16 витков. Теперь все это вставляется в подходящий корпус — и аппарат готов.
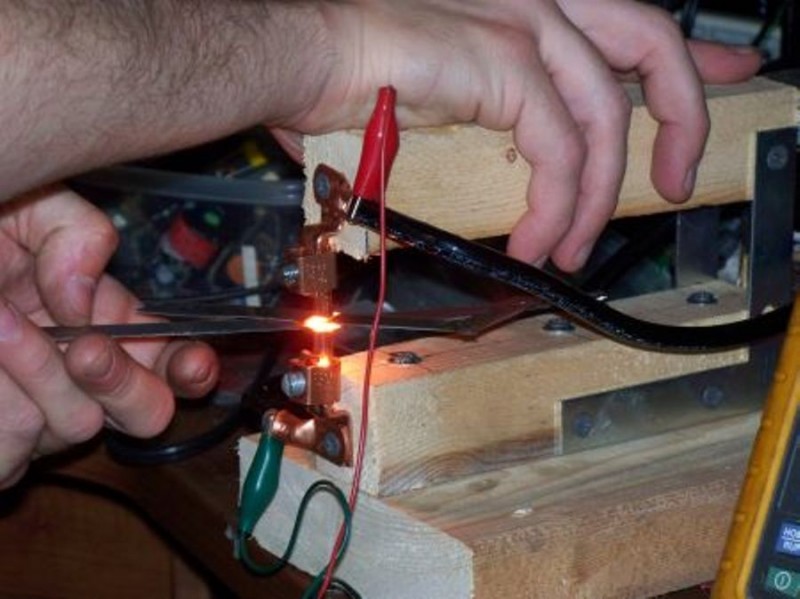
Его провода присоединяются к выводам вторичной обмотки, угольный стержень вставляется в петлю и хорошо обжимается. Плюсовый вывод соедините с держателем электрода, а минусовый — со скруткой рабочих деталей. Ручку-держатель можно приспособить для электрода.
Можно применять ручку паяльника или нечто подобное. Включите прибор в бытовую сеть и выполните соединение деталей посредством графита. Должно возникнуть пламя, а на конце деталей образуется шарообразный сварной шов.
Для домашней мастерской наличие сварочного аппарата очень важно. Такие приборы имеют разные конструкции и модификации. Как новички, так и опытные мастера часто предпочитают не заводские, а самодельные аппараты, которые можно модифицировать на свой лад.
Как сделать сварочный аппарат
Основная часть специалистов считает, что создание аппарата для сварки не потребует особых навыков. Но прежде чем приступить к его изготовлению, нужно чётко понять в каких целях его можно использовать.

Очень важно, чтобы схема сварочного аппарата была как можно проще, изредка, даже применяют трансформаторы, изъятые из микроволновой печи. Изделие обязано функционировать от бытовой электрической сети с напряжением в 220В.
При этом выделяют целый каталог самодельных аппаратов, функционирующих от электрической сети в 380В.

Краткое содержимое статьи:
Комплектация
Сборка аппарата, в большинстве ситуаций, совершается для осуществления мелких сварочных работ, требуемых в бытовых условиях.
В комплектацию представленного аппарата включены следующие компоненты:




Блок питания
Главным компонентом в нём считается преобразователь (трансформатор), его можно создать из бывшего автотрансформатора или же из преобразователя, изъятого из микроволновой печи. Если используется последний вариант, то вынимая трансформатор из микроволновой печи нужно быть предельно осторожными, чтобы не навредить основной обмотке.

Дополнительная обмотка подвергается удалению и переделке. Расчёт числа витков и объема проводов из меди рассчитывается с учётом заранее подобранной мощности изготавливаемого аппарата.
Блок выпрямителя
Главными компонентами представленного оборудования являются диоды. Подборка мощности диодов выполняется таким образом, чтобы они были в состоянии выдержать предварительно установленные нагрузки. Для охлаждения диодов применяются специальные радиаторы, изготовленные из сплава алюминия.
При разметке установочной платы обязательно нужно оставить место для дроссели, которая создана сглаживать импульсы. Сборка выпрямителя выполняется на отдельной плате с применением гетинакса или текстолина.
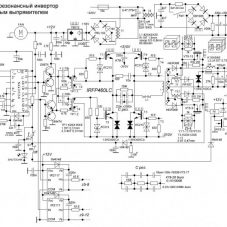
Блок инвертора
Инвертор трансформирует поступающий из выпрямителя постоянный ток в переменный, который характеризуется высокой частотой колебания. Трансформация осуществляется с применением электронных схем на мощных транзисторах или тиристорах.
Изготовить сварочный инвертор своими руками – не трудно, главное, подобрать все представленные компоненты, присутствующие в комплектации. К тому же можно значительно сэкономить на дополнительной обмотке преобразователя, используя не медные провода, а медную жесть.
Технология сборки сварочного аппарата
Если вас интересует, как сделать сварочный аппарат собственноручно, то нужно следовать такому плану:
Выпрямитель располагается на одном пульте управления с преобразователем и дросселю. Регулятор силы тока располагается на панели управления.
С имеющихся катушек преобразователя (не задевая сердечник) удаляются дополнительные обмотки. К основной обмотке прикасаться не нужно, а вот среднюю можно перемотать проводом, выполняя отводы через последующие тридцать витков.




Применяя многожильный кабель силового типа с тремя фазами на две, расположенные по краям катушки до полноценного их наполнения требуется намотать дополнительную обмотку.
Клеммы для выведения дополнительного типа обмотки преобразователя изготавливаются из трубок, из меди, диаметр которых равен 10-12 миллиметров, в длину они достигают 30-40 миллиметров. Одна сторона клеммы расклепывается и в образовавшейся пластине просверливается выемка размером около десяти миллиметров, с обратной стороны, вставляется предварительно зачищенный провод.

С панели, размещённой сверху преобразователя, удаляются винты, оснащённые гайками, и заменяются усовершенствованными винтами, типа М10 – к ним подсоединяются клеммы.

Для выведения основной обмотки создается отдельная плата и прикрепляется к преобразователю. Предварительно в плате нужно создать 10-11 отверстий, в диаметре достигающих 6 миллиметров, и соединить с ними винты М6, содержащие две гайки и шайбы. Далее, осуществляется параллельное соединение двух боковых обмоток, а затем добавление к ним средней обмотки.





Главной характеристикой самодельного сварочного аппарата является то, что к электрической сети он может быть подключен только через рубильник, используя провода сечения около 1,5 мм2.

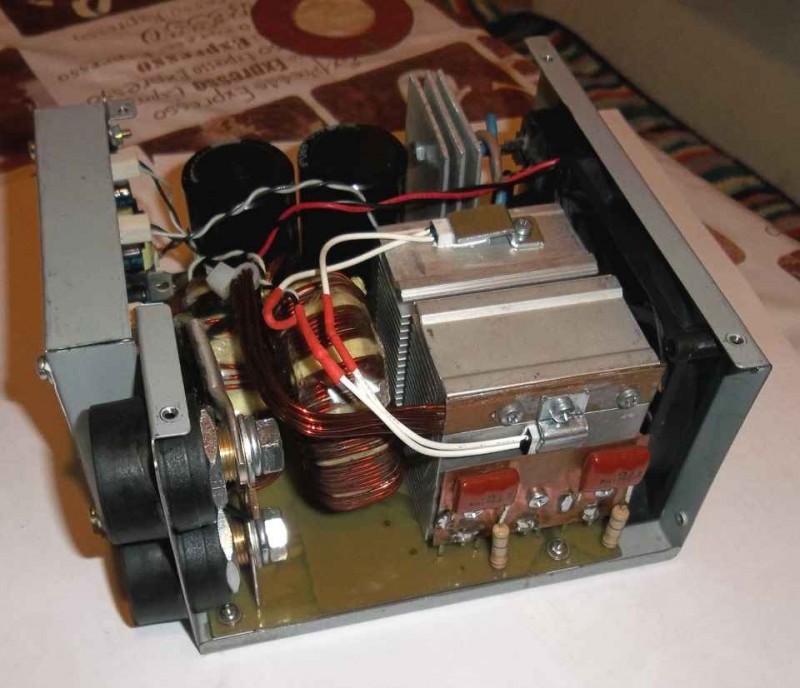
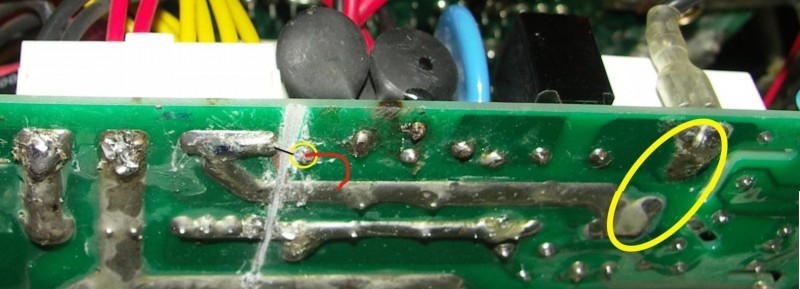
С фото сварочного аппарата, изготовленного своими руками можно ознакомиться в нашей галерее.

Если при изготовлении представленного аппарата своими руками возникают трудности, то всегда можно приобрести сварочный аппарат в магазине.

Фото сварочного аппарата своими руками
















Также рекомендуем посетить:
- Костюм сварщика
- Типы сварочных аппаратов
- Как залудить паяльник
- Сварочный стол
- Сварочный полуавтомат
- Сварочные провода
- Сварочные электроды
- Плазмотрон
- Как паять
- Сварочный аппарат для дома
- Споттер
- Как запаять радиатор
- Сварочная проволока
- Сварочный трансформатор
- Сварочная горелка
- Сварка полипропиленовых труб
- Газовая сварка
- Сварочный аппарат
- Плазменный сварочный аппарат
- Сварочные работы
- Точечная сварка
- Дуговая сварка
- Как варить алюминий
- Сварочная маска
- Электрододержатель
- Какой сварочный аппарат выбрать
- Холодная сварка
- Сварочный инвертор
- Как сварить металл
- Сварочное оборудование
Как собрать сварочный аппарат своими руками?
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
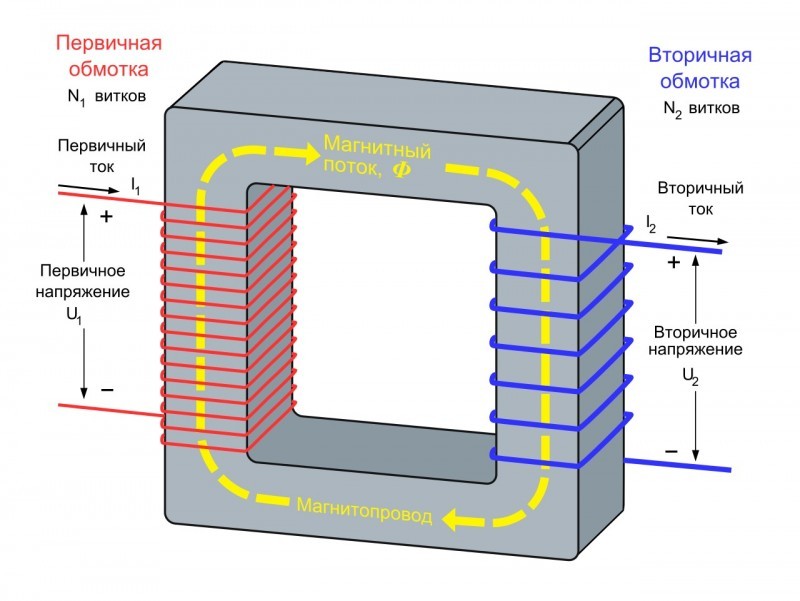
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
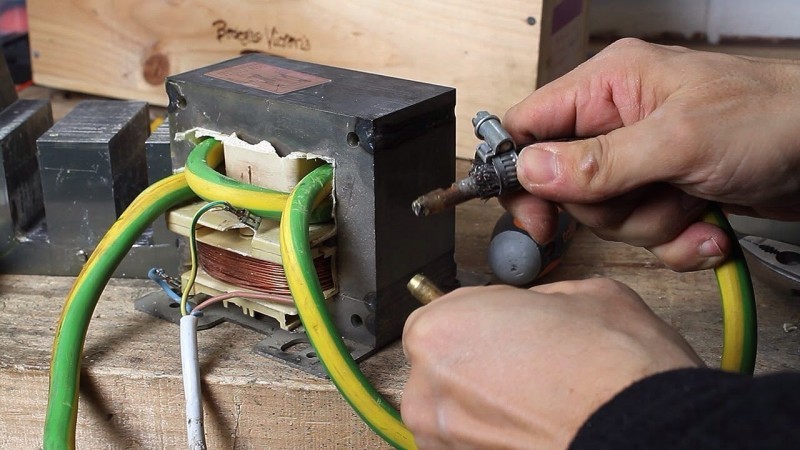
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку,


оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки.

- Для вторичной катушки возьмите медную шину сечением 10мм 2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника.

- Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода.

- Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.

- Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям.

Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
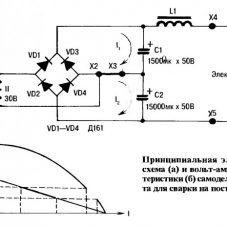
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.

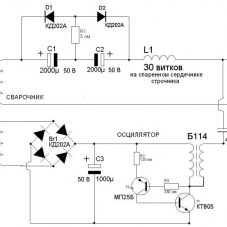
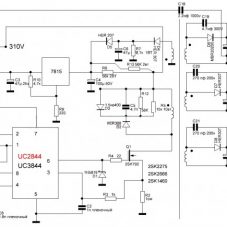
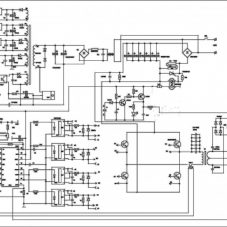
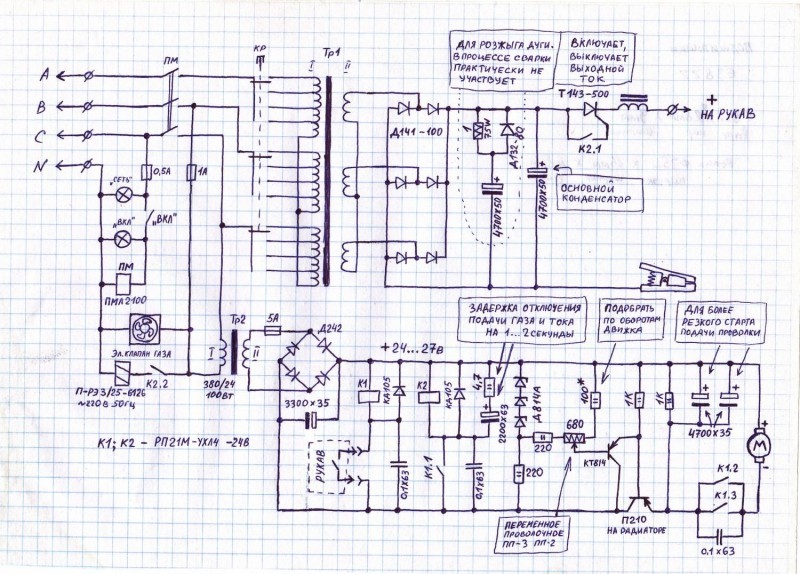
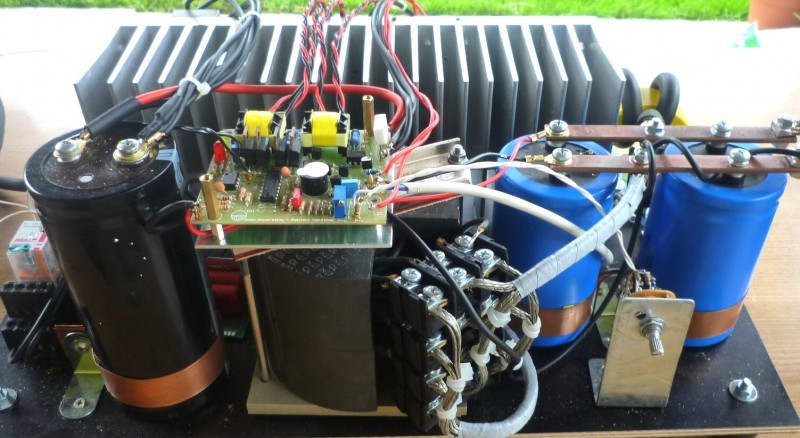
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:

Процесс доработки электрической схемы состоит из таких этапов:

- Установите полупроводниковые элементы на радиаторы охлаждения.
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.

- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора.
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.

Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.

- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста.
- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
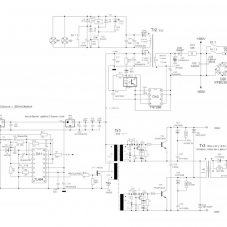
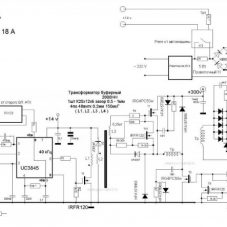
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.

В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
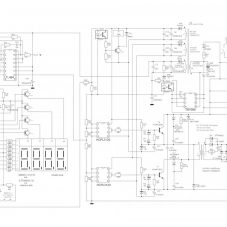
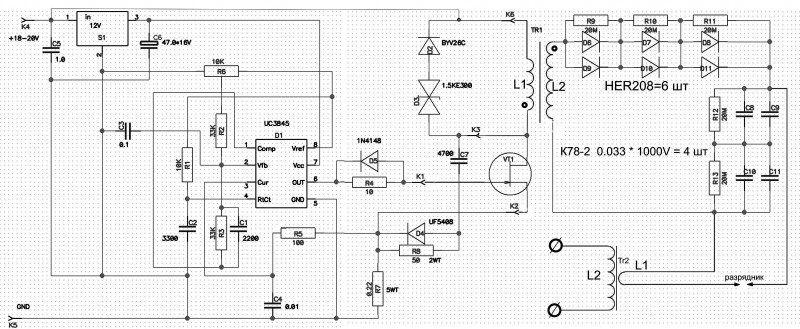
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.